© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
Key functions for 5-axis machining
3.5
51
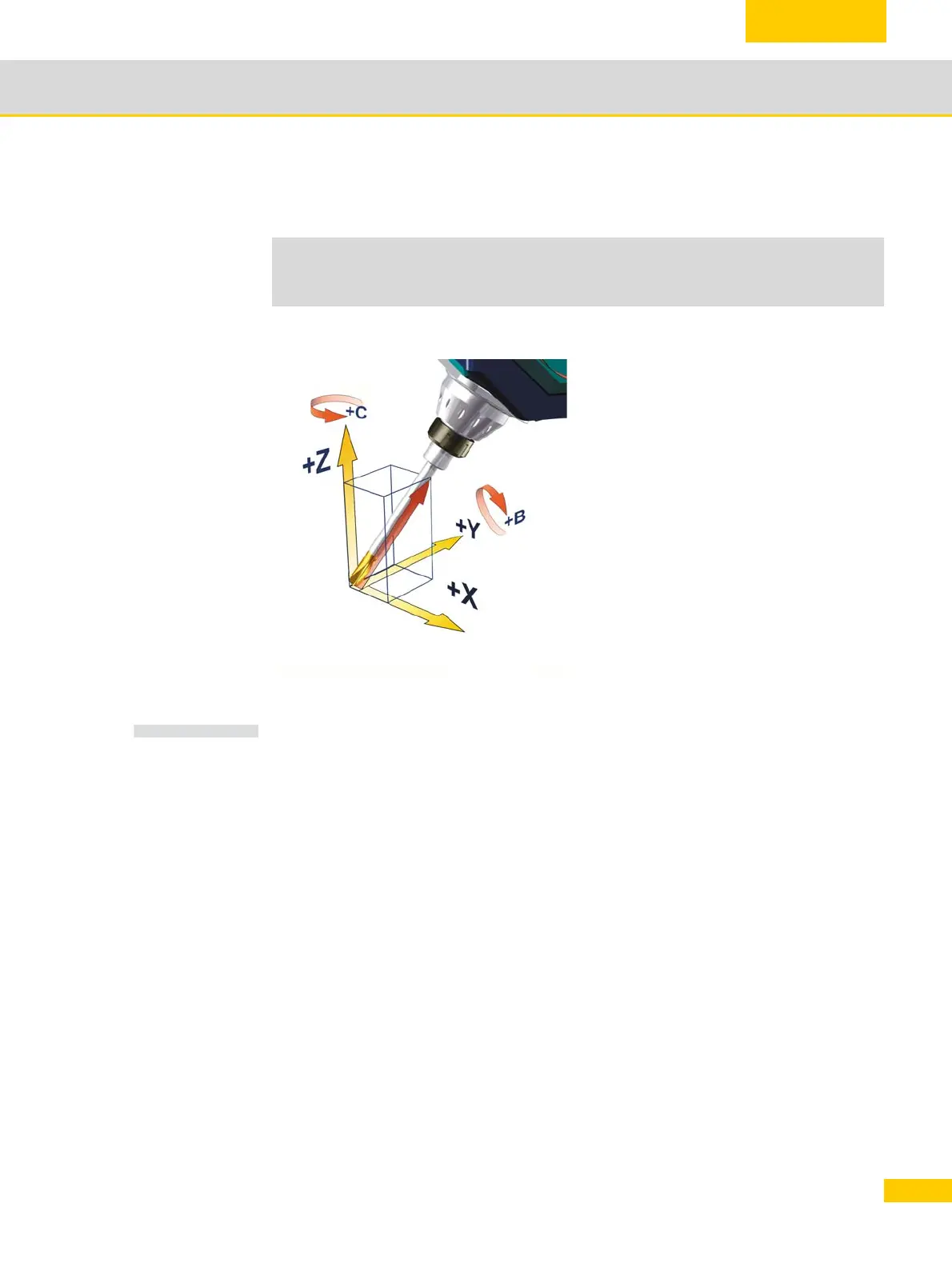
Rotary axis positions (A= B= C=)
Explanation of the commands
Rotary axis
programming
As regards the accuracy of the rotary axis positions, the same resolution can be used as
for the linear axes. It is not necessary to increase the number of decimal places.
G1 X Y Z A B C For programming the movements of rotary axes A, B, or C
directly. The rotary axes are moved in synchronism with the tool
path.
The same position can be achieved as with
tool orientation by specifying it on the basis of
the rotary axis positions.
The position in the above example would be
expressed as follows:
N020 TRAORI
N035 G54
N040 G1 X0 Y0 Z0 B=54.73561 C=45 F10000
...
The example shows the tool in the position
(0,0,0) as a diagonal of a cube (35.26° in rela-
tion to X-Y plane).
NOTE

 Loading...
Loading...


























