Key functions for 5-axis machining
3.5
© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
56
3.5.5 Orientation interpolation and orientation reference
A 5-axis machine can apply any orientation to position the tool in relation to the workpiece. To get
from one orientation to another, intermediate positions must be interpolated, as these are not
specified in the NC program. These intermediate positions define the path from the start to the
end orientation.
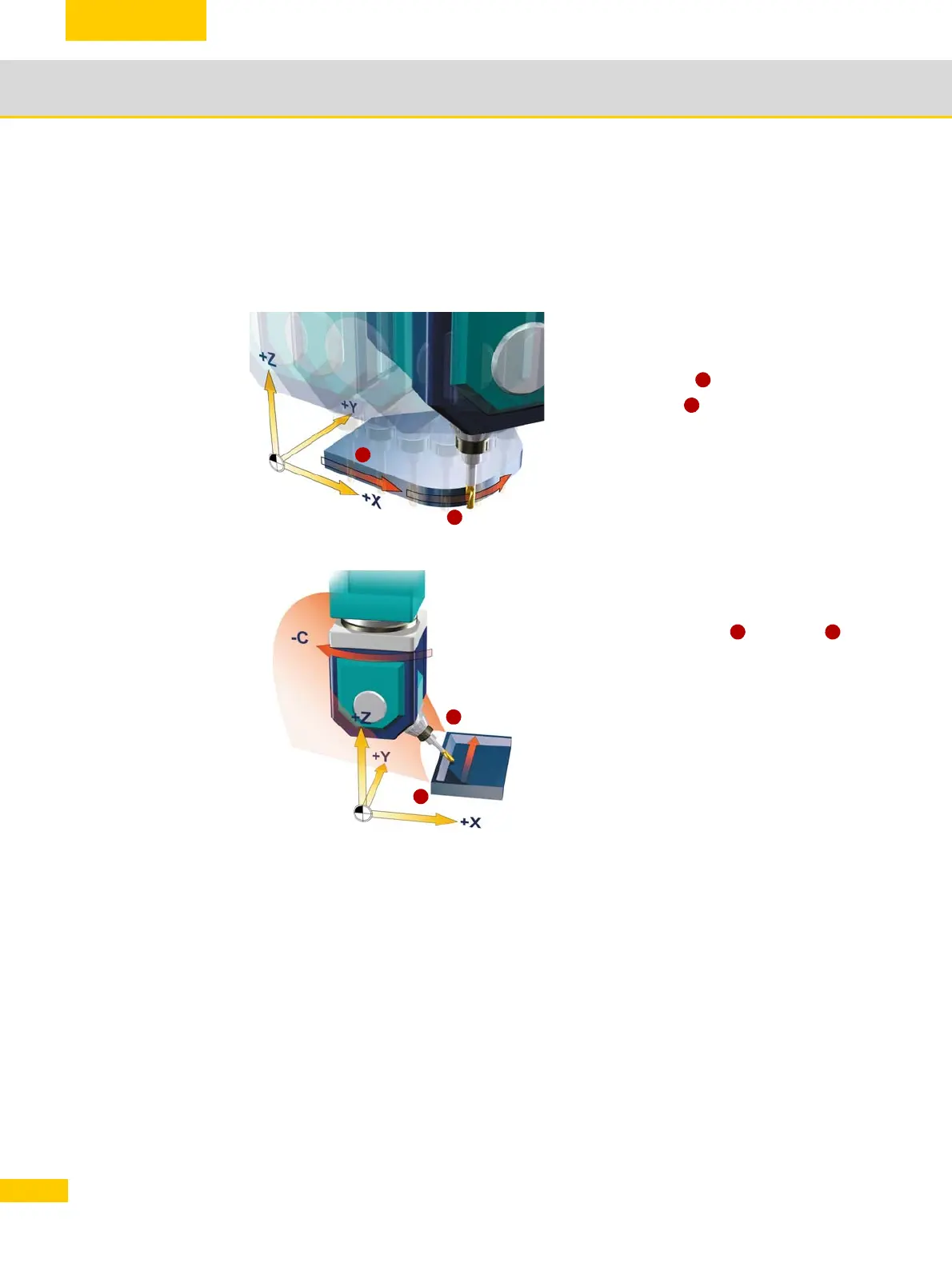
2D orientation
3D orientation
The most common types of interpolation are explored below.
With 2D applications, the usual interpolation
types are used to get from one position to
another:
Straight line G1
Circle G2, G3
Polynomial, B spline (w/o Fig.)
1
2
1
2
Various types of interpolation are used in 3D
applications. In this example, which involves
milling a pocket wall with an incline of 45°, the
tool moves from position to position .
The A and C axes rotate in harmony during
the movement so that the tool can be oriented
along the edges of the pocket.
This kind of interpolation is known as large cir-
cle interpolation or vector interpolation.
1
2
1 2

 Loading...
Loading...


























