Driving gear and turbine components
5.2
© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
88
Example program code
The key aspects of driving-gear and turbine-component production are illustrated below on the
basis of the start program and a finishing program.
Example start program The individual subprograms are called in the start program. All the tool and technology data is
stored in the subprogram. The start program controls how the NC programs generated with the
CAM system are called.
If you have a suitable post processor (e.g. from PostBuilder), both the main programs and
the subprograms can be generated automatically.
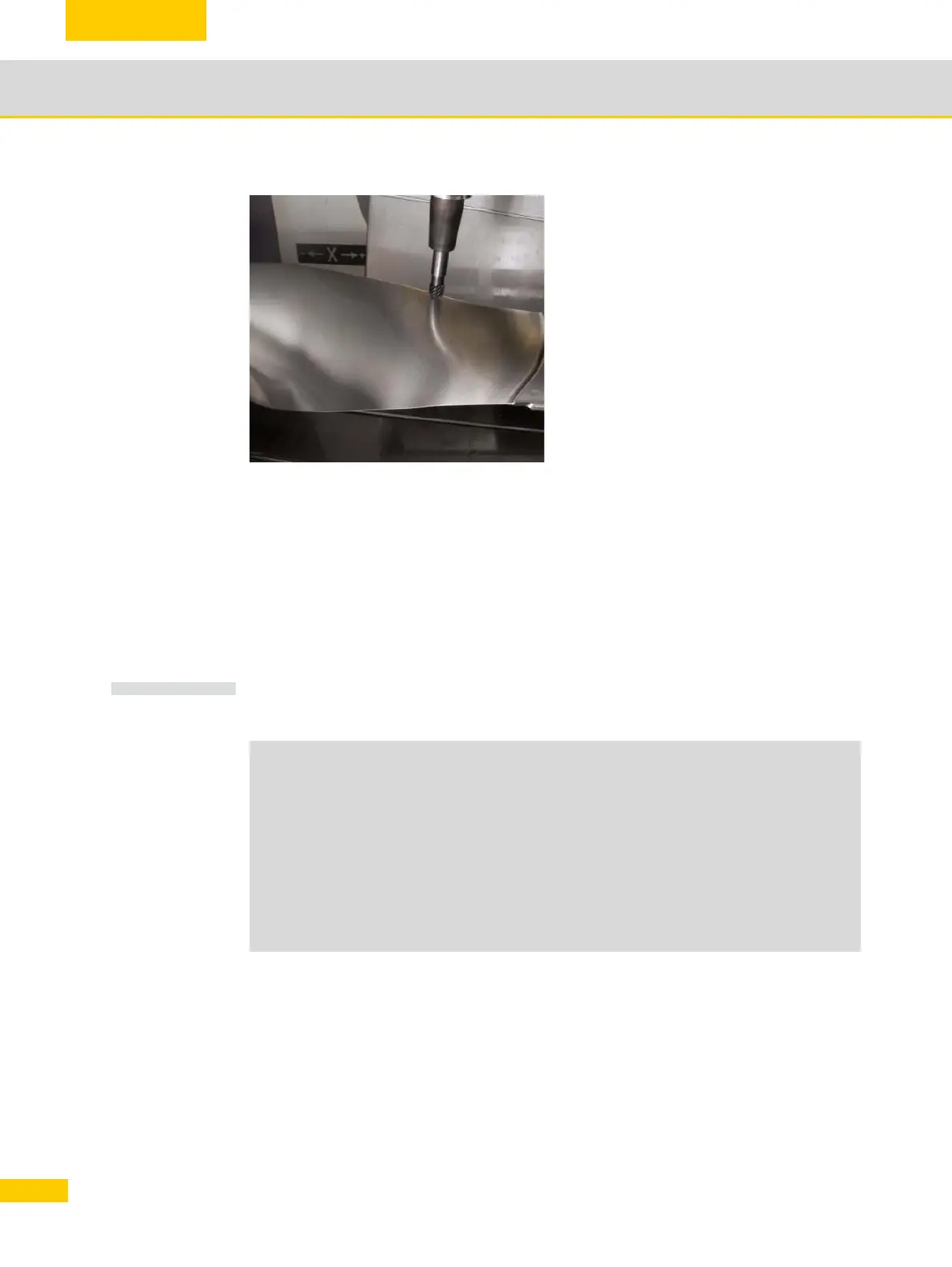
Turbine blade during machining. Face milling
on the other side with rotation around the X
axis.
NOTE
N100 ; MILL START PROGRAM ;
N110 EXTCALL "PROGRAM" ; Call roughing and finishing subprograms
N120 M01 ; Continue with NC Start
N130 STOPRE ;
;
;
Preprocessing memory stopped, i.e. the subsequent NC
blocks will only be read in once all the previous NC
blocks have been executed.
N140 ... ;
N420 EXTCALL "FINISH_04" ;
;
FINISH_04.MPF finishing program is called. See the
next page for an explanation of this program.
N220 M01 ;
N230 STOPRE ;
N240 M30 ; End of program

 Loading...
Loading...


























