32
Chapter 6: Resistance Welding Basics
Overview
SINGLE AND DUAL PULSE DESCRIPTION
Single pulse welds are typically used where the work pieces are fairly clean. Single pulse welds are
often beneficial when welding small parts such as fine wires where very low heat is required. Dual
pulse welds are helpful when the piece is dirty, or has oxides/plating on it. e first pulse preheats
the part, and burns off any oxides, helping the second pulse to perform the weld accurately and
consistently.
WELD FORMATION
Spot welding relies on metal resistivity (resistance) to heat and fuse metal. A large current is
passed through the workpiece metal. Energy is dissipated due to metal resistance in the form
of heat which melts and fuses the weld materials. ere are two phases to the melting process.
e welder must overcome both the material contact resistance and the bulk resistance of the
material.
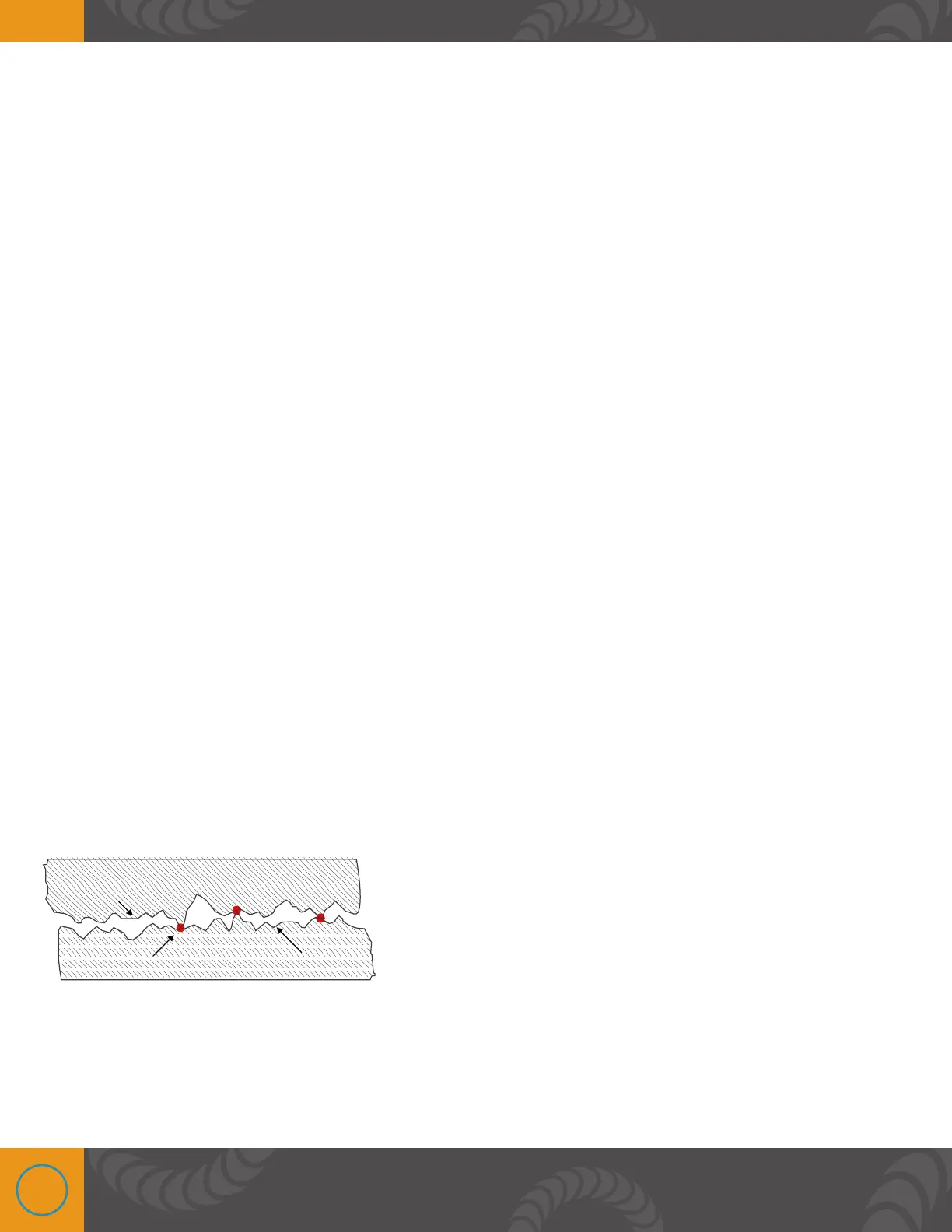
e figure below shows an example of a micro-scale surface profile. On the micro-scale, material
surfaces are rough and only contact in a limited number of locations. In the first few milliseconds
of weld formation, the high-resistance metal bridges melt, allowing other bridges to come
into contact to continue the melting process. When all of the bridges have fused, the contact
resistance is zero. e bulk resistance of the metal then plays the final role in the weld formation.
WELD PRESSURE
Several other factors play a part in the contact
resistance. e larger the contact resistance the
hotter the resultant weld. On the micro-scale, contact
resistance is reduced when more metal bridges or
contact points are formed. Using more electrode
pressure creates more metal bridges. is results in a lower contact resistance and a cooler weld.
Conversely, light electrode pressure results in less metal contact, higher resistance, and a hotter
weld. An appropriate amount of pressure should be used to insure good weld strength.
Surface 1
Contact Point
Surface 2