Operation 4-3 Manual 0-4688
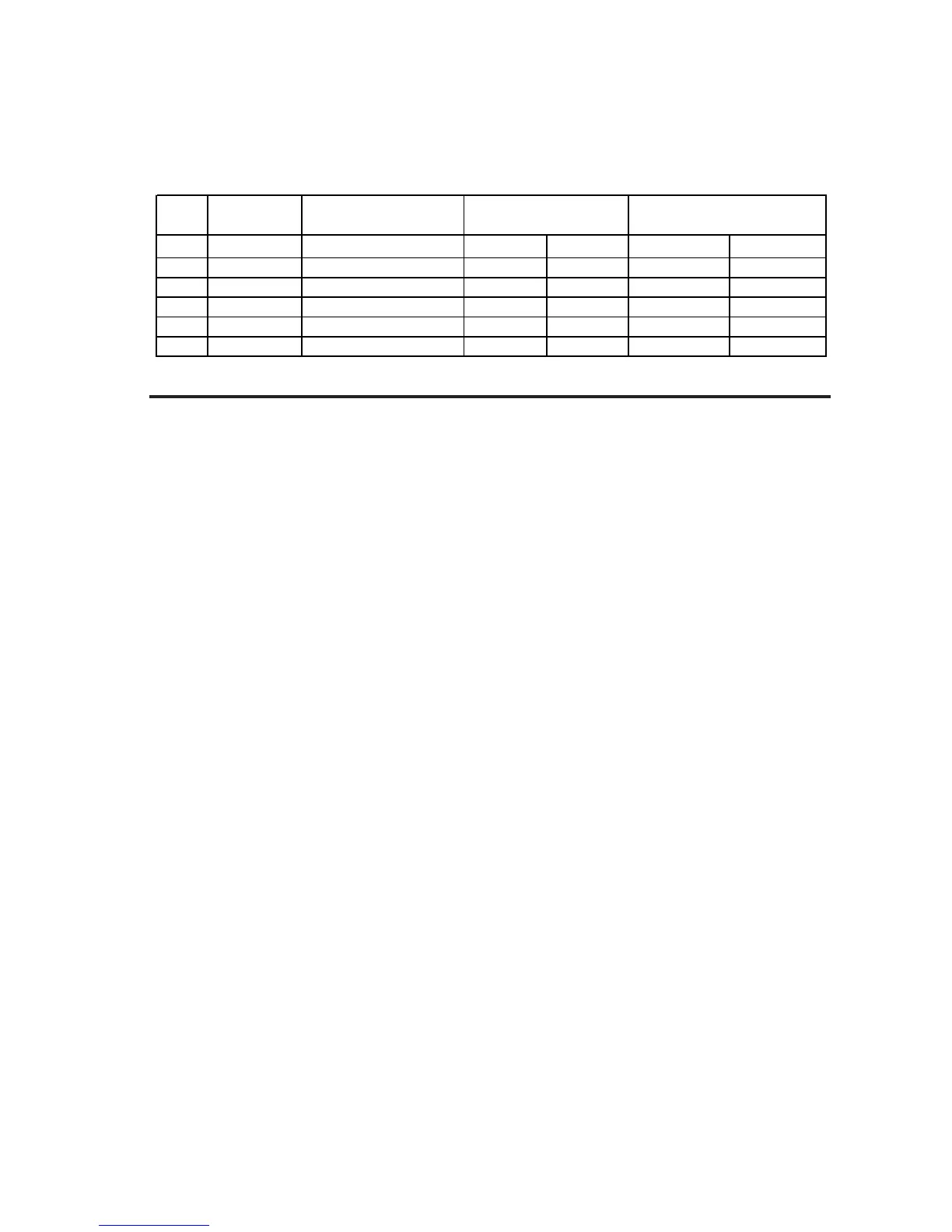
E. Typical Cutting Speeds
Cutting speeds vary according to torch output, the type of material being cut, and operator skill. Speeds
shown are typical for this cutting system using air plasma to cut mild steel, with output current at the
highest setting and torch held at the indicated standoff height.
Unit Standoff
Material
Thickness
ipm mm/m ipm mm/m
35C Drag (10 ga) 0.135" - (3mm) 94.7 2367 75.7 1893
35C Drag (7 ga) 0.179" - (4.5mm) 57.0 1425 45.6 1140
35C 1/8" - (3mm) 1/4" - (6mm) 36.3 908 29.1 727
35C 1/8" - (3mm) 3/8" - (9.5mm) 15.3 383 12.3 307
35C 1/8" - (3mm) 1/2" - (12mm) 9.7 242 7.7 193
Recommended Travel SpeedMaximum Travel Speed
NOTE:
Drag or Drag mode refers to the torch tip being in contact with the work piece at all times.

 Loading...
Loading...