January 8, 2009 5 Manual 0-2880 Rev AB
Common Operating Faults
The following are the more common cutting faults and the
possible causes:
1. Insufficient Penetration
a. Cutting speed too fast
b. Torch tilted too much
c. Metal too thick
d. Worn torch parts
e. Cutting current too low
f. Non-Genuine Thermal Dynamics Parts
2. Main Arc Extinguishes
a. Cutting speed too slow
b. Torch standoff too high from workpiece
c. Cutting current too high
d. Work cable disconnected
e. Worn torch parts
f. Non-Genuine Thermal Dynamics Parts
3. Excessive Dross Formation
a. Cutting speed too slow
b. Torch standoff too high from workpiece
c. Worn torch parts
d. Improper cutting current
e. Non-Genuine Thermal Dynamics Parts
4. Short Torch Parts Life
a. Oil or moisture in air source
b. Exceeding system capability (material too thick)
c. Excessive pilot arc time
d. Gas pressure too low
e. Improperly assembled torch
f. Non-Genuine Thermal Dynamics Parts
5. Difficult Starting
a. Worn torch consumables
b. Non - Genuine Thermal Dynamics Parts
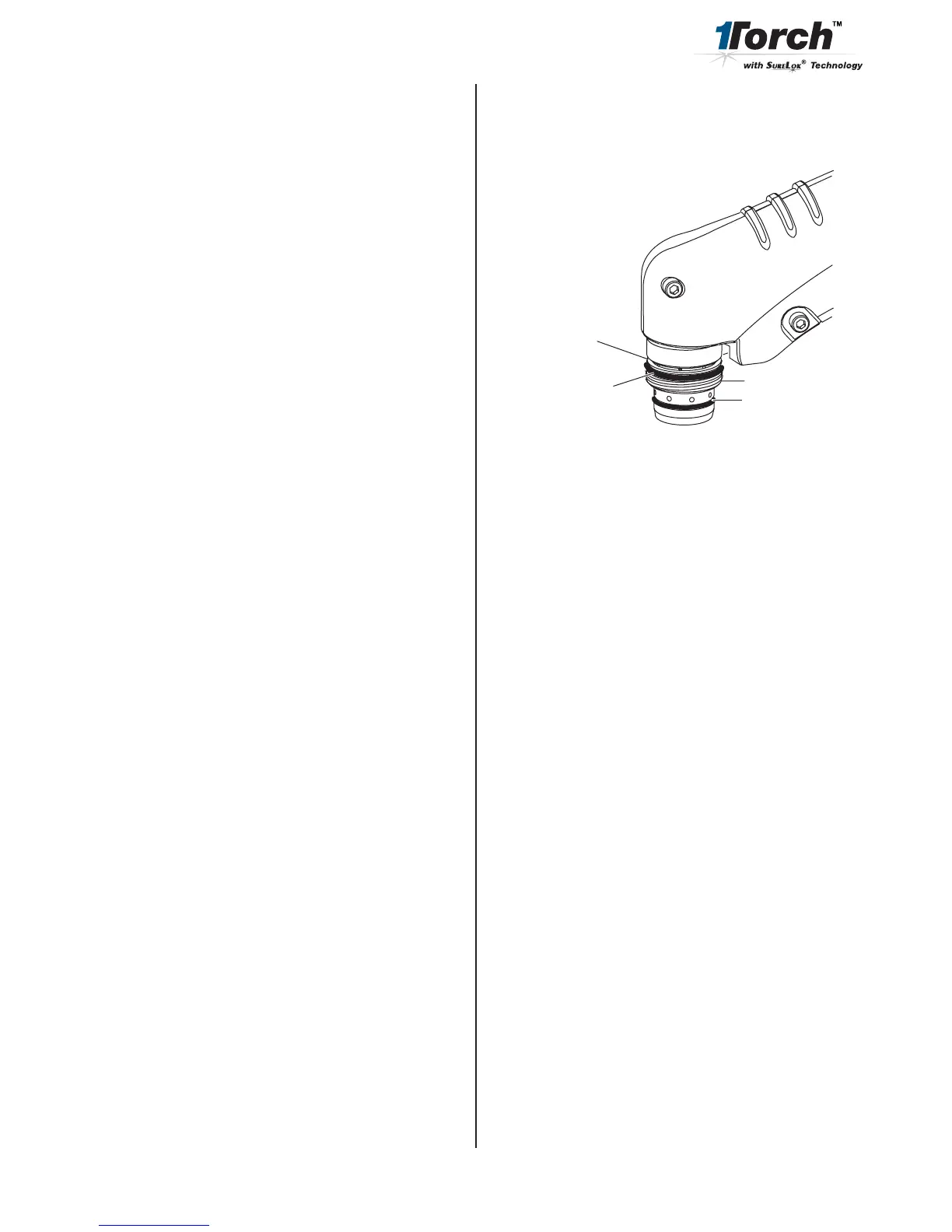
6. Torch will not pilot when torch switch is activated
a. Upper O-ring on torch head is in wrong position
Lower O-Ring
Upper O-Ring
in Correct Groove
Upper Groove
with Vent Holes
Must Remain Open
Threads
Art # A-03640