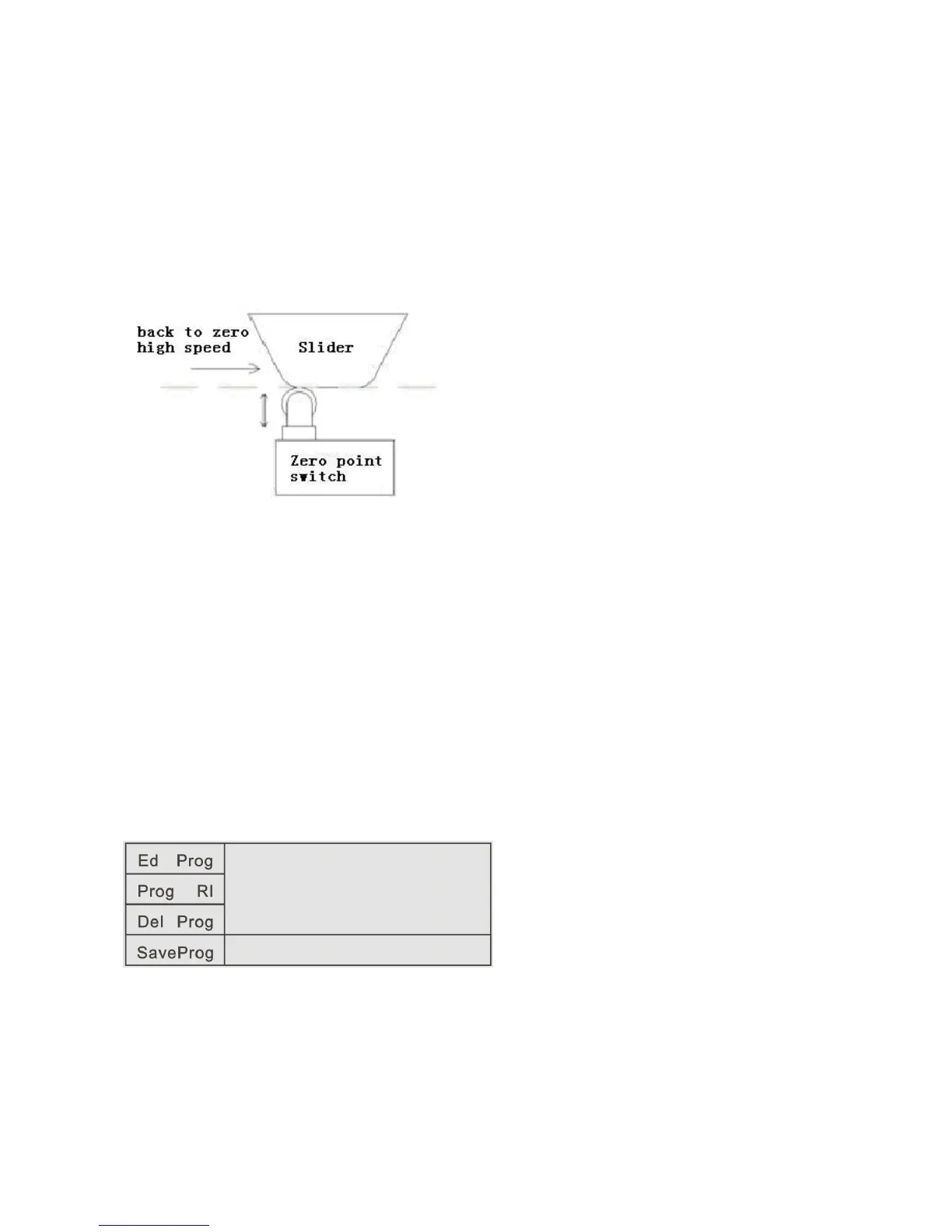
switch changes from Closed to Open. At this time, stop instantly, the action of Back
to mechanical zero is completed and the axis coordinate on the controller interface
changes to the axis reference point value. The axis reference point value is set in the
CtrlPars (Control parameters) area of the Pars Set(Parameters settings) area.
Note: Back to zero mode II has some risk. If adopting this mode, propose that Bk0
HSpd(Back to zero high speed) is set smaller to avoid the slider exceed the zero point
switch when back to zero.
3.3
3.3
3.3
3.3 ProgMgmt(Program
ProgMgmt(Program
ProgMgmt(Program
ProgMgmt(Program Management)
Management)
Management)
Management)
In the main interface, press the left F3 key to enter the ProgMgmt(Program
Management) interface. In this interface, we can operate program to edit, read-in,
delete and save.
Ed Prog Edit program
Prog RI Program read-in
Del Prog Delete program
Sv Prog Save program
3.3.1
3.3.1
3.3.1
3.3.1 Ed
Ed
Ed
Ed Prog(Edit
Prog(Edit
Prog(Edit
Prog(Edit program)
program)
program)
program)

 Loading...
Loading...
