14 15
1. Digitale Spannungsanzeige
Die digitale Spannungsanzeige dient zur Anzeige der Ist-Spannung der Schweißstromquelle.
Im Programmiermodus dient sie außerdem zur Anzeige der Parameterwerte.
Inbetriebnahme
Inbetriebnahme
2. 2T/4T-Schalter (nur im Modus HF TIG und LIFT TIG)
Die Taste dient zum Umschalten des Brennerschaltermodus zwischen den Funktionalitäten
2T (normaler Modus) und 4T (Rastmodus).
2T-Modus (Normalmodus) In diesem Modus muss der Brennerschalter für die Dauer der
Schweißstromabgabe gedrückt bleiben.
Drücken Sie den Brennerschalter und halten Sie ihn gedrückt, um die Schweißstromquelle
zu aktivieren (schweißen). Geben Sie den Brennerschalter frei, um den Schweißvorgang
zu beenden
Ampere
hohe
Stromstärke
minimale
Stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Entzündung des Lichtbogens
Loslassen
des Auslösers
Gas Nachlauf
Erlöschen des Lichtbogens
Stromabsenkung
Zeit
Dieser Schweißmodus wird vorwiegend für lang andauernde Schweißvorgänge verwendet,
um die Ermüdung des Schweißers zu reduzieren. In diesem Modus kann der Schweißer den
Brennerschalter drücken und wieder freigeben, die Schweißstromabgabe wird dabei nicht
unterbrochen. Zum Deaktivieren der Schweißstromquelle muss der Brennerschalter erneut
gedrückt und freigegeben werden. Auf diese Weise muss der Schweißer den Brennerschalter
nicht ständig gedrückt halten.
Hinweis: Beachten Sie, dass die Stromquelle beim TIG-Schweißen (HF-TIG-Schweißen und
TIG-Abstandsschweißen) solange aktiviert bleibt, bis die ausgewählte Stromabfallphase
abgelaufen ist
Ampere
hohe
Stromstärke
Ausgangs-
stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Drücken & Halten
des Auslösers
Entzündung
des Lichtbogens
Gas Nachlauf
Zeit
Loslassen
des Auslösers
Loslassen
des Auslösers
Stromanstieg
Stromabscnkung
Schweißstrom.
3. Funktionswahlschalter
Funktionswahlschalter dient zur Auswahl des gewünschten Schweißmodus. Es stehen
drei Modi zur Auswahl: GTAW (TIG), Manuelles Schweißen mit Stabelektrode (STICK).
4. Gasnachlauf
Wählen 2.5S/5S
Dieser Parameter ist nur in den TIG-Schweißmodi aktiv und wird verwendet, um die Dauer
des Zeitraums einzustellen, in dem nach Erlöschen des Lichtbogens Gas nachströmt. Mit
dieser Steuerung wird die Oxidation der Wolframelektrode erheblich reduziert.
7. Plus-Schweißanschluss
Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonet-
tverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festge-
zogen ist, um einen guten elektrischen Anschluss zu gewährleisten
8. 5-polige Steuerbuchse
Die 5-polige Buchse wird zum Anschließen eines Brennerschalters oder einer Fernbe-
dienung an die Schaltkreise der Schweißstromquelle verwendet.
5. Aktueller Einstellknopf
Wenn sich der Knopf im Uhrzeigersinn dreht, wird der Schweißstrom größer und der Strom
gegen den Uhrzeigersinn wird kleiner.
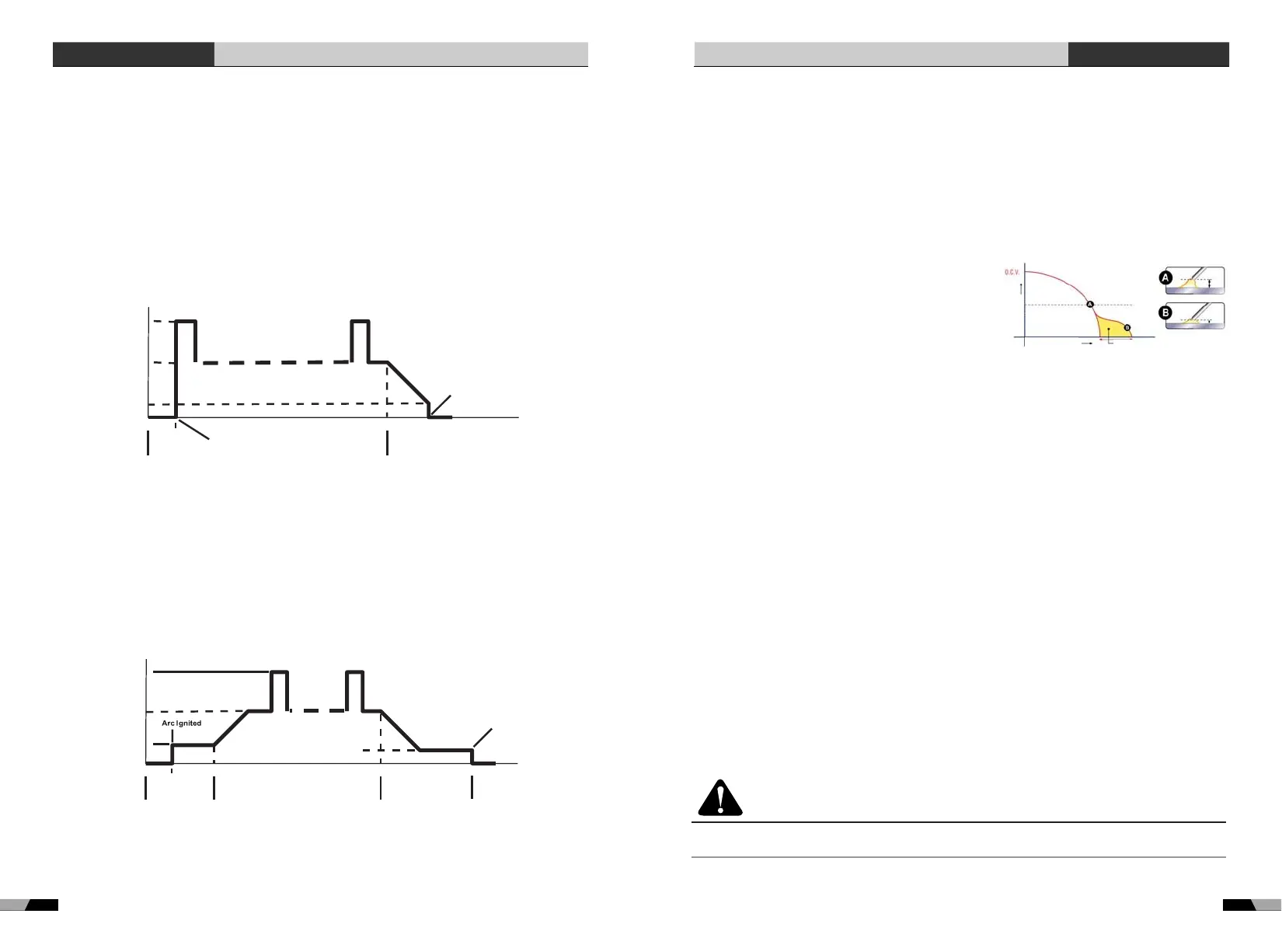
6.Arc Force Korrektur
Während des Schweißvorganges verhindert
der Lichtbogendruck, dass die Elektrode mit
erhöhter Stromstärke im Schmelzbad klebt.
Dies vereinfacht es mit Großtropfen Schmel-
zelektroden bei niedriger Stromstärke bei
kleinem Bogen zu arbeiten.
ARC FORCE KORREKTUR
Lic htbogen Strom stärke
(Amper e)
Sch weißstr omstärke (A mpere)
Anpassbare Arc Force Korrektur
10. Minus-Schweißanschluss
Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonet-
tverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen
ist, um einen guten elektrischen Anschluss zu gewährleisten.
9. Integrierte Schnittstelle Gas/Strom
Verbinden Sie den einteiligen TIG-Brenner für Gas/Elektrizität.
12. Gaseingangsschnittstelle
Die Gasschnittstelle ist mit dem Ausgangsanschluss des pneumatischen Ventils
verbunden, und nachdem die Verbindung abgeschlossen ist, wird erfasst, ob ein
Gasleckphänomen vorliegt.
11. Der Power - schalter
Nachdem die Stromversorgung eingeschaltet wurde, wird der Powerschalter auf “AN”
geschaltet. Die Maschine kann nun in Gebrauch genommen werden. Zum Abschalten
Gerätes den Powerschalten auf “AUS” schalten und die Stromversorgung trennen.
Wackelkontakte an den Schweißanschlüssen können zu Überhitzung führen, so dass
der Stecker in der Bajonettfassung schmilzt.
VORSICHT
DC TIG SERIENAUSRÜSTUNGDC TIG SERIENAUSRÜSTUNG