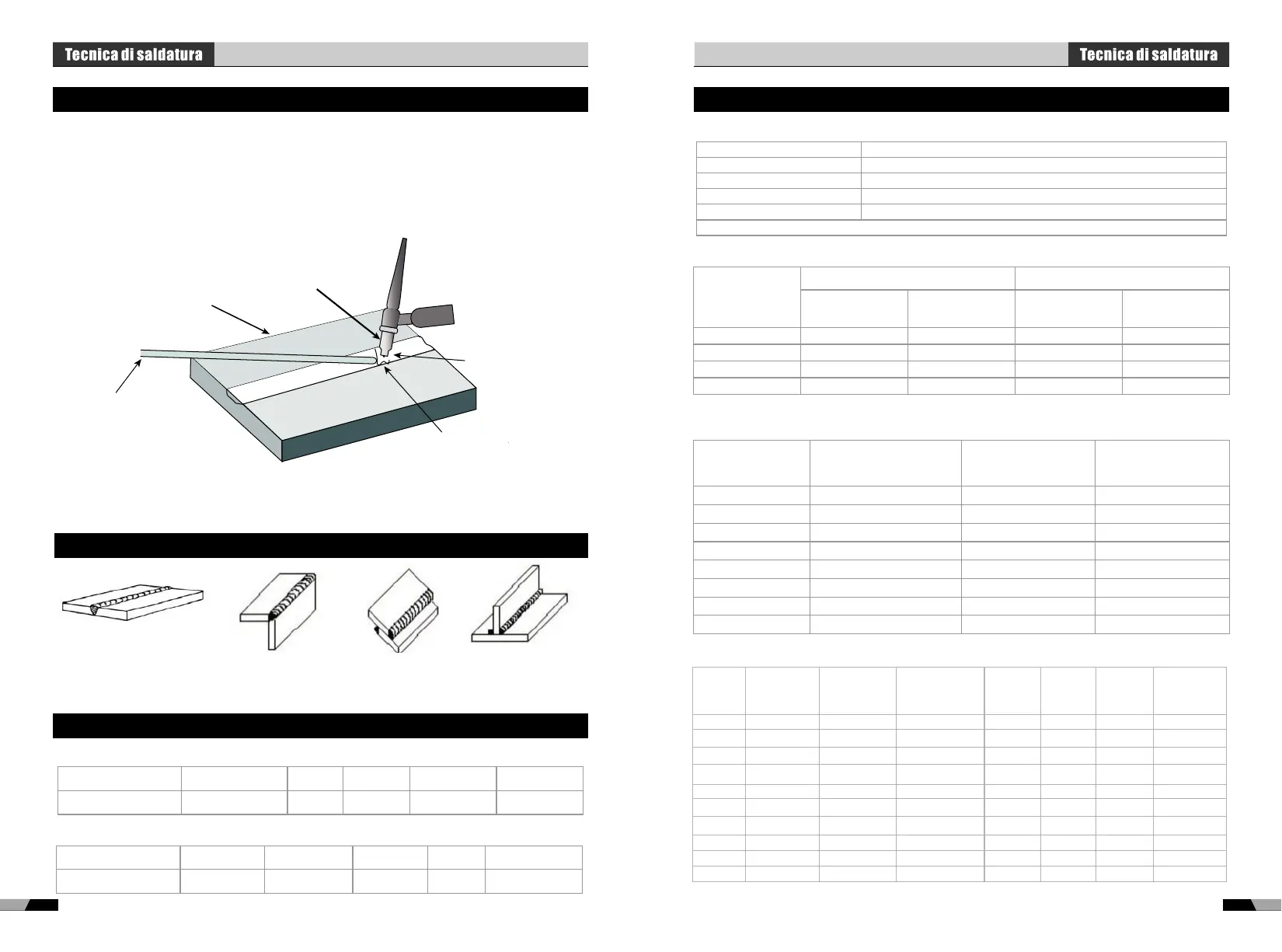
Colpo dell'applicazione di saldatura TIG
4.1 Tecnica di saldatura di base TIG
Saldatura ad arco di tungsteno a gas (GTAW) o TIG (Tungsten Inert Gas) come viene
comunemente chiamata to, è un processo di saldatura in cui la fusione è prodotta da un
arco elettrico che si instaura tra un singolo elettrodo di tungsteno (non consumabile) e il
pezzo da lavorare. La schermatura è ottenuto da un gas di protezione per saldatura o da
una miscela di gas di protezione per saldatura che è generalmente a base di Argon. Un
metallo d'apporto può anche essere aggiunto manualmente in alcune circostanze a
seconda dell'applicazione di saldatura.
Tazza del gas O
ceramica, Ad alto
impatto o Acqua
raffreddata Metallo
pezzo da
lavorare può
essere qualsiasi
commerciale
Metallo
Saldature realizzate
con o Senza aggiunta
di metallo d'apporto
Gas inerte Scudi
Elettrodi e Pozza
di Saldatura
Elettrodo di
tungsteno Non
consumabile
(a)giunto di testa (b) giunto a giro (c)giunto d'angolo (d)giunto a T
4.2 Forme articolari in TIG
4.3 La spiegazione della qualità della saldatura
La relazione tra il colore dell'area di saldatura e l'effetto protettivo dell'acciaio inossidabile
Effetto di protezione
Migliore
Meglio
Buona
Cattiva
Peggio
Colore dell'area
di saldatura
Argento dorato
Blu
Rosso-grigio
Grigio
Nero
Effetto di protezione
Migliore Meglio
Buona
Cattivo
Peggio
Colore dell'area
di saldatura
Argento brillante
Arancio-giallo
Blu-viola
Cesio
polvere biancadi
ossido di titanio
La relazione tra il colore dell'area di saldatura e l'effetto protettivo della lega di Ti
4.4 Corrispondenza dei parametri TIG
La relazione corrispondente tra ugello del gas diametro e diametro dell'elettrodo
Diametro ugello gas/mm
6.4
8
9.5
11.1
Diametro elettrodo/mm
0.5
1.0
1.6 o 2.4
3.2
Avviso: i parametri di cui sopra provengono da <<Dizionario di saldatura>> P142,Volume 1 dell'Edizione 2.
04
Ugello del gas e portata del gas di protezione
Saldatura
intervallo di
corrente/A
Connessione positiva CC
CA
Ugello del gas
diametro/mm
Flusso di gas
1
velocità/L•min-
Flusso di gas
1
velocità/L•min-
Ugello del gas
diametro/mm
10~100
101~150
151~200
201~300
4~9.5
4~9.5
6~13
8~13
4~5
4~7
6~8
8~9
8~9.5
9.5~11
11~13
13~16
6~8
7~10
7~10
8~15
Avviso: i parametri di cui sopra provengono da <<Dizionario di saldatura>> P149,Volume 1 dell'Edizione 2.
Tungsteno
Elettrodo
Diametro/mm
Affilato di l'elettrodo
Diametro/mm
Angolo del cono(º)
Sfondo Corrente/A
1.0
1.0
1.6
1.6
2.4
2.4
3.2
4.0
0.125
0.25
0.5
0.8
0.8
1.1
1.1
1.5
12
20
25
30
35
45
60
90
2~15
5~30
8~50
10~70
12~90
15~150
20~200
20~300
Elettrodo di tungsteno
Parametri della saldatura a tenuta stagna delle tubazioni per acciaio dolce (DCEP)
Tubazioni
diametro/
mm
Tungsteno
elettrodo
diametro/mm
Ugello
del gas
diametro/mm
Saldatura diametro
filo/mm corrente di
saldatura/A
Saldatura
corrente/A
Arco
tensione
/V
flusso di
argon
velocità
1
/L•min-
Saldatura
velocità
1
/cm•min-
38
42
60
76
108
133
159
219
273
325
2.0
2.0
2.0
2.5
2.5
2.5
2.5
2.5
2.5
2.5
8
8
8
8~10
8~10
8~10
8~10
8~10
8~10
8~10
2
2
2
2.5
2.5
2.5
2.5.
2.5
2.5
2.5
75~90
75~95
75~100
80~105
90~110
90~115
95~120
100~ 120
110~ 125
120~ 140
11~13
11~13
11~13
14~16
14~16
14~16
14~16
14~16
14~16
14~16
6~8
6~8
7~9
8~10
9~11
10~12
11~13
12~14
12~14
12~14
4~5
4~5
4~5
4~5
5~6
5~6
5~6
5~6
5~6
5~6
Avviso: i parametri di cui sopra provengono da <<Dizionario della saldatura>> P167, Volume 1 dell'edizione 2.
ATTREZZATURE SERIE DC TIGATTREZZATURE SERIE DC TIG
126
127