TIG Welding Application Shot
4.1 TIG basic welding technique
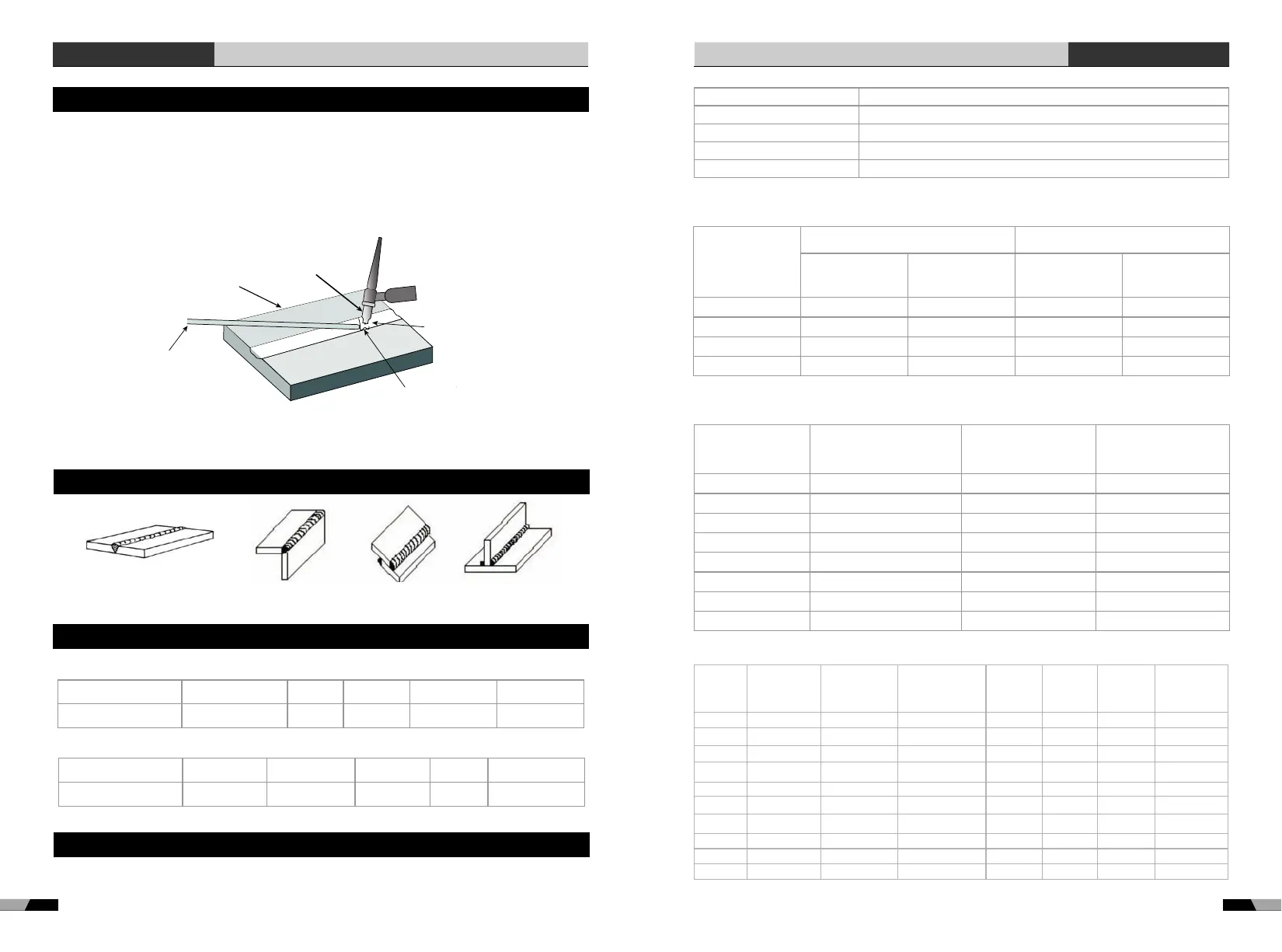
Gas Tungsten Arc Welding (GTAW) or TIG (Tungsten Inert Gas) as it is commonly referred
to, is a welding process in which fusion is produced by an electric arc that is established
between a single tungsten (non- consumable) electrode and the work piece. Shielding is
obtained from a welding grade shielding gas or welding grade shielding gas mixture which
is generally Argon based. A filler metal may also be added manually in some circumstances
depending on the welding application.
Gas Cup
Either Ceramic,
High-lmpact or
Water Cooled
Metal
Work Piece
canBe Any Commercial
Metal
Welds Made With or
Without Addition
of Filler Metal
Inert Gas
Shields Electrode
and Weld Puddle
Tungsten Electrode
Non-Consumable
a butt joint b lap joint c coner joint d T joint
4.2 Joint froms in TIG
Protect effect
best better
good
bad
worst
Welding area color bright argent orange-yellow
blue-purple
caesious
white powder
of titanium oxid
The relation of welding area color & protect effect of Ti-alloy
4.3 The explanation of welding quality
The relation of welding area color & protect effect of stainless steel
Protect effect
best better
good
bad
worst
Welding area color argent,golden
blue
red-grey
grey
black
4.4 TIG parameters matching
The corresponding relationship between gas nozzle
diameter and electrode diameter
04
Gas nozzle diameter/mm
6.4
8
9.5
11.1
Electrode diameter/mm
0.5
1.0
1.6 or 2.4
3.2
Notice: the above parameters originate from <<Welding Dictionary>> P142,Volume 1 of Edition 2.
Gas nozzle and the shield gas flow rate
Welding
current range/A
DC positive connection
AC
Gas nozzle
diameter/mm
Gas flow
1
rate/L•min-
Gas nozzle
diameter/mm
Gas flow
1
rate/L•min-
10~100
101~150
151~200
201~300
4~9.5
4~9.5
6~13
8~13
4~5
4~7
6~8
8~9
8~9.5
9.5~11
11~13
13~16
6~8
7~10
7~10
8~15
Notice: the above parameters originate from <<Welding Dictionary>> P149,Volume 1 of Edition 2.
Tungsten
Electrode
Diameter/mm
Sharpened of
the Electrode
Diameter/mm
Angle of Cone(º)
Background
Current/a
1.0
1.0
1.6
1.6
2.4
2.4
3.2
4.0
0.125
0.25
0.5
0.8
0.8
1.1
1.1
1.5
12
20
25
30
35
45
60
90
2~15
5~30
8~50
10~70
12~90
15~150
20~200
20~300
Tungsten Electrode
Parameters of piping back sealing welding for mild steel(DCEP)
Piping
diameter
Φ/mm
Tungsten
electrode
diameter/mm
Gas nozzle
diameter/mm
Welding
wirediameter/mm
Welding current/A
Welding
current/A
Arc
voltage/V
Argon flow
1
rate/L•min-
Welding
1
rate/cm•min-
38
42
60
76
108
133
159
219
273
325
2.0
2.0
2.0
2.5
2.5
2.5
2.5
2.5
2.5
2.5
8
8
8
8~10
8~10
8~10
8~10
8~10
8~10
8~10
2
2
2
2.5
2.5
2.5
2.5.
2.5
2.5
2.5
75~90
75~95
75~100
80~105
90~110
90~115
95~120
100~ 120
110~ 125
120~ 140
11~13
11~13
11~13
14~16
14~16
14~16
14~16
14~16
14~16
14~16
6~8
6~8
7~9
8~10
9~11
10~12
11~13
12~14
12~14
12~14
4~5
4~5
4~5
4~5
5~6
5~6
5~6
5~6
5~6
5~6
Notice: the above parameters originate from <<Welding Dictionary>> P167, Volume 1 of Edition 2.
DC TIG SERIES EQUIPMENTDC TIG SERIES EQUIPMENT
Welding technique
Welding technique
46
47