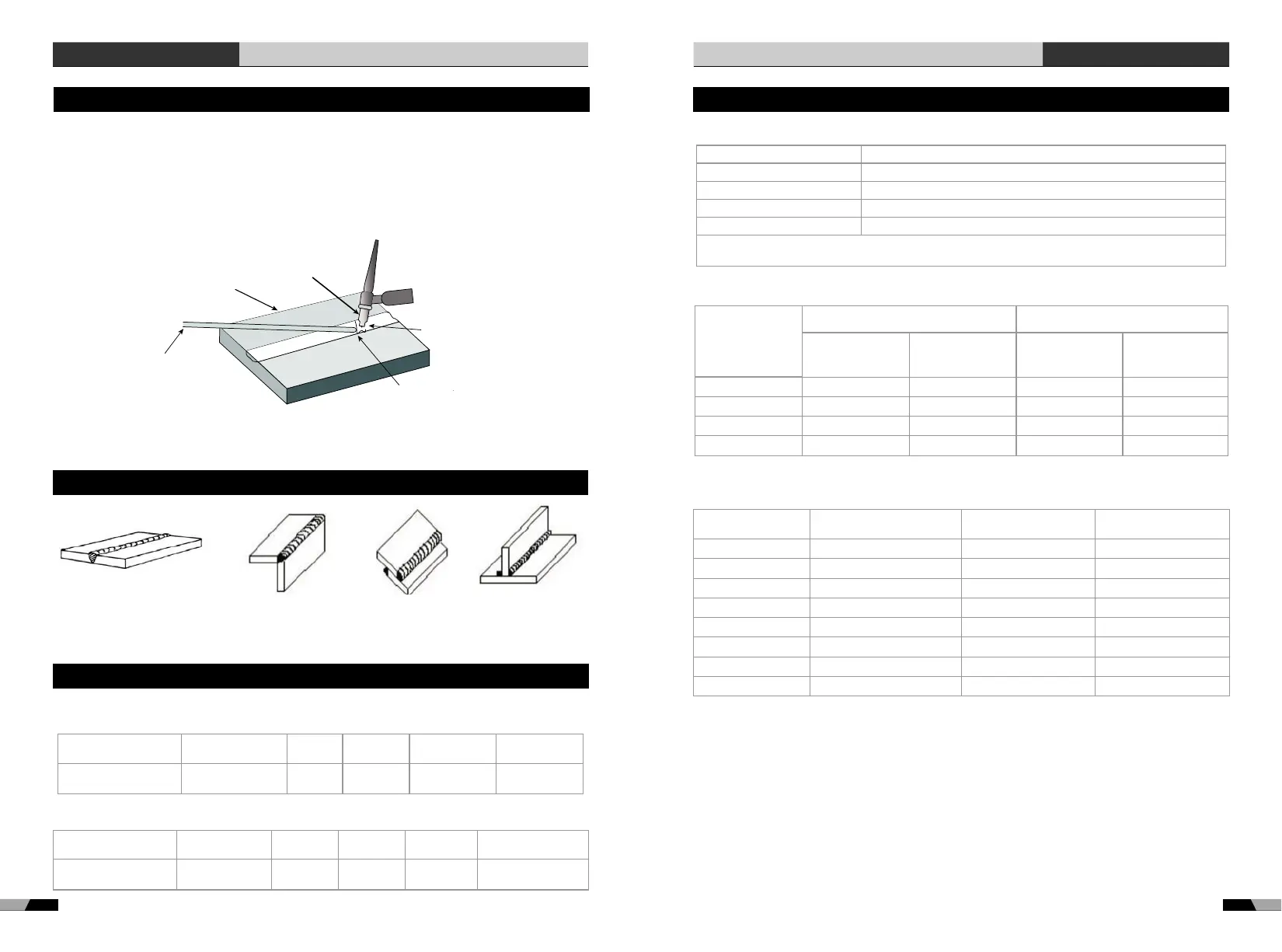
Prise d'essai de soudage TIG
4.1 Technique de soudage de base TIG
Tasse à gaz en
céramique, Métal
à impact élevé ou à
refroidissement
par eau
La pièce à travail peut
être n'importe quel métal
commercial
Électrode blindée à gaz inerte
et flaque de soudure
Électrode de tungstène
non-consommable
Le soudage à l'arc au tungstène gazeux (GTAW) ou TIG (gaz inerte au tungstène) comme
il est communément appelé, est un procédé de soudage dans lequel la fusion est produite
et la pièce à travail. Le blindage est obtenu à partir d'un gaz de protection de soudage ou
d'un mélange de gaz de protection de type soudage qui est généralement à base d'argon.
Un métal d'apport peut également être ajouté manuellement dans certaines circonstances
en fonction de l'application de soudage
par un arc électrique qui est établi entre une seule électrode de tungstène (non-consommable)
Soudures faites
avec ou sans ajout
de métal d'apport
a joint bout à bout
c joint de coin d Joint T
4.2 Formes communes dans TIG
b joint de
recouvrement
4.3 L'explication de la qualité du soudage
La relation entre la couleur de la zone de soudure & la protection de l'effet de l'acier
inoxydable
Effet de protection
Le mieux Mieux bon mal
pire
Couleur de la zone
de soudage
Argent, Doré bleu rouge-gris gris noir
Effect de protection
Le meilleur Meilleur Bon Mal
Le pire
Couleur de la zone
de soudage
Argent brillant
Orange
jaune
Bleu violet
Caesious
La relation entre la couleur de zone de soudage et l'effet de protection de l'alliage de Ti.
Poudre blanche
d'oxyde de titane
4.4 Paramètres TIG correspondants
La relation correspondante entre le diamètre de la buse de gaz et le diamètre de l'électrode
Diamètre de buse de gaz
6.4mm
8mm
9.5mm
11.1mm
Diamètre de l'électrode
0.5mm
1.0mm
1.6or 2.4mm
3.2mm
Remarque: les paramètres ci-dessus proviennent de << Welding Dictionary >> P142, Volume 1 de
l'édition 2.
04
Buse de gaz et débit de gaz de protection
Gamme de
courant de
soudage
Connexion positive CC
AC
Diamètre de
buse de gaz
Débit de gaz
Diamètre de
buse de gaz
Débit de gaz
10~100A
101~150A
151~200A
201~300A
4~9.5mm
4~9.5mm
6~13mm
8~13mm
4~5min
4~7min
6~8min
8~9min
8~9.5mm
9.5~11mm
11~13mm
13~16mm
6~8min
7~10min
7~10min
8~15min
Remarque: les paramètres ci-dessus proviennent de << Welding Dictionary >> P149, Volume 1 de l'édition 2.
Diamètre de l'électrode
de tungstène
Affûté du diamètre
de l'électrode
Angle de Cone
Contexte actuel
1.0mm
1.0mm
1.6mm
1.6mm
2.4mm
2.4mm
3.2mm
4.0mm
0.125mm
0.25mm
0.5mm
0.8mm
0.8mm
1.1mm
1.1mm
1.5mm
12°
20°
25°
30°
35°
45°
60°
90°
2~15A
5~30A
8~50A
10~70A
12~90A
15~150A
20~200A
20~300A
Électrode de tungstène
Processus de soudage
Processus de soudage
ÉQUIPEMENT DE LA SÉRIE DC TIG ÉQUIPEMENT DE LA SÉRIE DC TIG
100
101