2.1 Brief Introduction
2.2 Working principle
230V
The working principle of TIG 200 welding machines is shown as the following figure.
Single-phase 230V work frequency AC is rectified into DC(about 312 V), then is converted
to medium frequency AC (about 20-40KHz) by inverter device (IGBT module), after reducing
voltage by medium transformer (the main transformer) and rectifying rectifying by medium
frequency rectifier (fast recovery diodes),then is outputted DC .The circuit adopts current
feedback control technology to insure current output stably. Meanwhile, the welding current
parameter can be adjusted continuously and steplessly to meet the requirements of welding
craft.
TIG 200 welding machines adopts the latest pulse width modulation (PWM) technology and
insulated gate bipolar transistor (IGBT) power module, which can change work frequency to
medium frequency so as to replace the traditional hulking ork frequency transformer with the
cabinet medium frequency transformer. Thus, its characterized with portable, small size, light
weight, low consumption and etc.
TIG 200 Characteristics:
◆MCU control system, responds immediately to any changes.
◆High frequency and high voltage for arc igniting to ensure the success ratio of igniting
arc.
◆With special means, even if arc-break occurs the HF will keep the arc stable.
◆Pedal control the welding current.
◆purposes: DC inverter TIG, Excellent performance on carbon steel, stainless steel,
titanium etc.
The parameters of on the front panel all can be adjusted continuously andsteplessly,
such as start current, crater arc current, welding current, base current, duty ratio, upslope
time, downslope time, pre-gas, post-gas, pulse frequency, hot start, arc force and length
etc. When welding, it takes high frequency and high voltage for arc igniting to ensure the
success ratio of igniting arc.
◆In DC TIG without HFopertation, If the tungsten electrode touches the workpiece when
welding, the current will drop to short-circuit current to protect tungsten.
◆Intelligent protection: over-current, over-heat, when the mentioned problems occoured,
the alarm lamp on the front panel will be on and the output current will be cut off. It can
self-protect and prolong the using life.
2.4 Specifications
Erforderliche Auslegung des
Einphasengenerators
Description
Weight
size(LxWxH)
Cooling
WelderType
European Standards
Mains voltage
Gridfrequency
Welding Current Range (TIG Mode)
Welding Current Range (MMA Mode)
Maximum Input Current
Effective Input Current
Duty cycle, 40°C, 10 min(TIG)
Duty cycle, 40°C, 10 min(MMA)
Open Circuit Voltage
Protection Class
InsulationClass
Fan Cooled
InverterPower Source
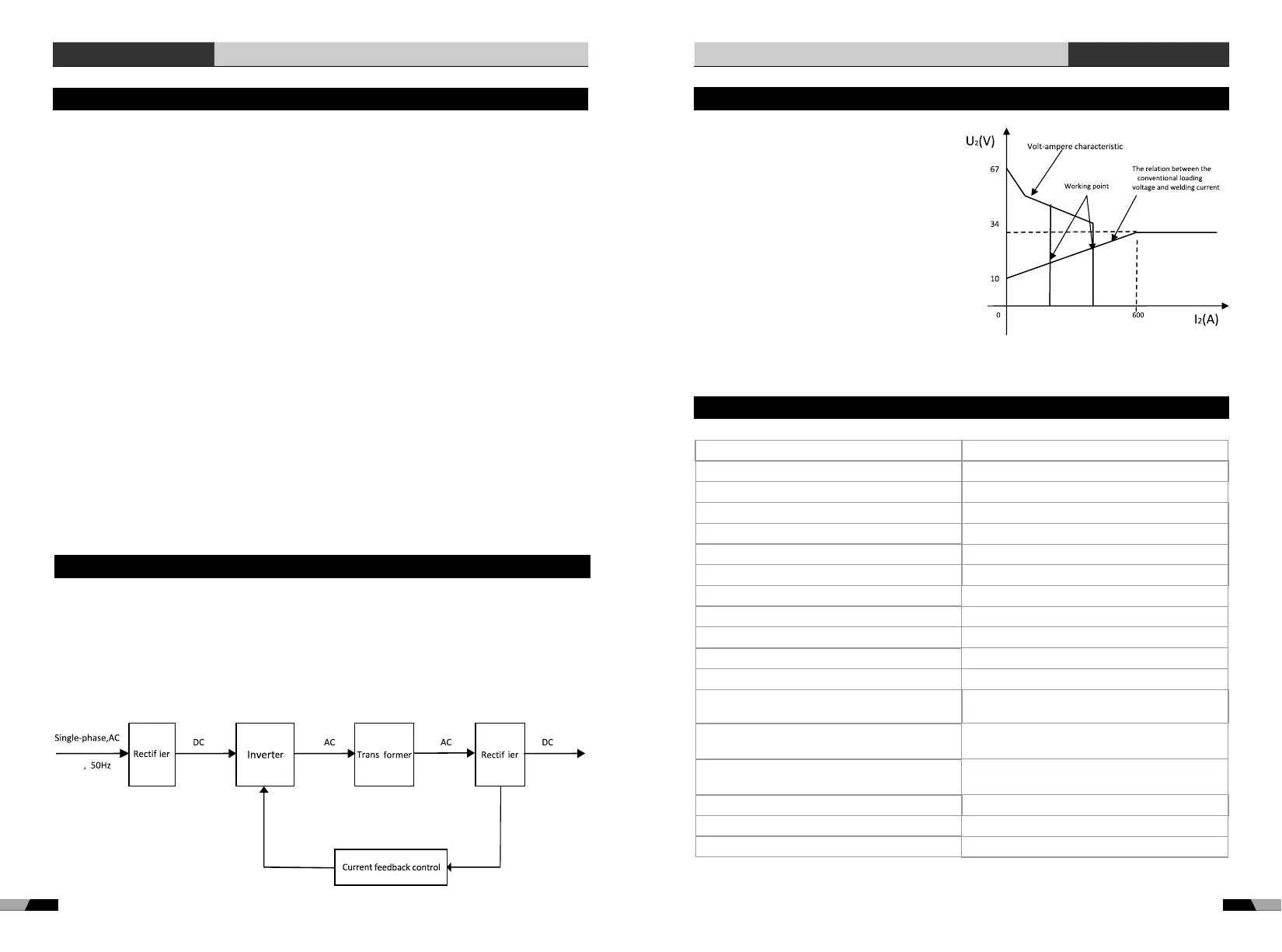
2.3 Volt- ampere characteristic
TIG 200 welding machine has an excellent
volt-ampere characteristic, whose graph is
shown as the following figure. The relation
between the conventional rated loading
voltage U and the conventional welding
2
current I is as follows:
2
TIG:When I ≤600A, U =10+0.04I (V);
2 2 2
MMA:When I ≤600A, U =20+0.04I (V);
2 2 2
CUT:When I ≤600A, U =80+0.4I (V);
2 2 2
When I >600A,U =34(V).
2 2
When I >600A,U =44(V).
2 2
6.2kg
10-200 A
10-160 A
15.4A
30.9A
10KVA
375x152x287
200A@ 25%18V
100A@ 100%14V
160A@ 25%26.4V
80A@ 100%23.2V
TIG 200
IP23
H
EN 60974-1 / IEC 60974-1
1 x 230 Volt ±15%
50/60Hz
TIG/MMA(60V DC)
Summary
DC TIG SERIES EQUIPMENTDC TIG SERIES EQUIPMENT
Summary
36
37