5. Bouton de réglage actuel
Tournez dans le sens des aiguilles d'une montre pour agrandir le courant et dans le sens
anti-horaire pour réduire le courant.
6. Correction de la forced'arc
Pendant le processus de soudage,
la force d'arc empêche la formation
de tensions dans le courant. ceci
facilite le soudage des types
d'électrode de fusion à grande chute
à des intensités de courant faibles
avec un arc court en particulier.
ARC FORCE KORREKTUR
Correction de la force de
l'arc personnalisable
Courant d'arc
(ampères)
Courant de soudage
(ampères)
7. Terminal de soudage positif
Terminal de soudage positif. Le courant de soudage s'écoule de la source d'alimentation
via des bornes de type à baïonnette robuste. Cependant, il est essentiel que la fiche mâle
soit insérée et tournée fermement pour obtenir une bonne connexion électrique.
8. Prise de contrôle à broche
Le réceptacle à 5 broches est utilisé pour connecter un interrupteur à déclenchement
ou une télécommande au circuit de source d'alimentation de soudage:Pour effectuer les
connexions, alignez la rainure de clavette, insérez la fiche et faites tourner le collier
fileté complètement dans le sens des aiguilles d'une montre.
9. Interface intégrée gaz/électricité
Connectez le pistolet torche TIG monobloc gaz/électricité et la torche plasma.
10. Terminal de soudage négatif
Terminal de soudage négatif. Le courant de soudage s'écoule de la source d'alimentation via
des bornes de type à baïonnette robuste. Cependant, il est essentiel que la fiche mâle soit
insérée et tournée fermement pour obtenir une bonne connexion électrique.
Des connexions lâches de bornes de soudage peuvent provoquer une surchauffe et
entraîner la fusion de la prise mâle dans la borne
MISE EN GARDE
12. Interface d'entrée de gaz
L'interface de gaz est avec le raccordement de sortie de la vanne pneumatiqueconnecté,
et une fois la connexion établie, il est détecté si un Il y a un phénomène de fuite de gaz.
11. L'interrupteur d'alimentation
Après la mise sous tension de l'alimentation, l'interrupteur d'alimentation est réglé sur
"ON" commuté. La machine peut maintenant être utilisée. Éteindre Mettez l'interrupteur
d'alimentation sur "OFF" et débranchez l'alimentation électrique.
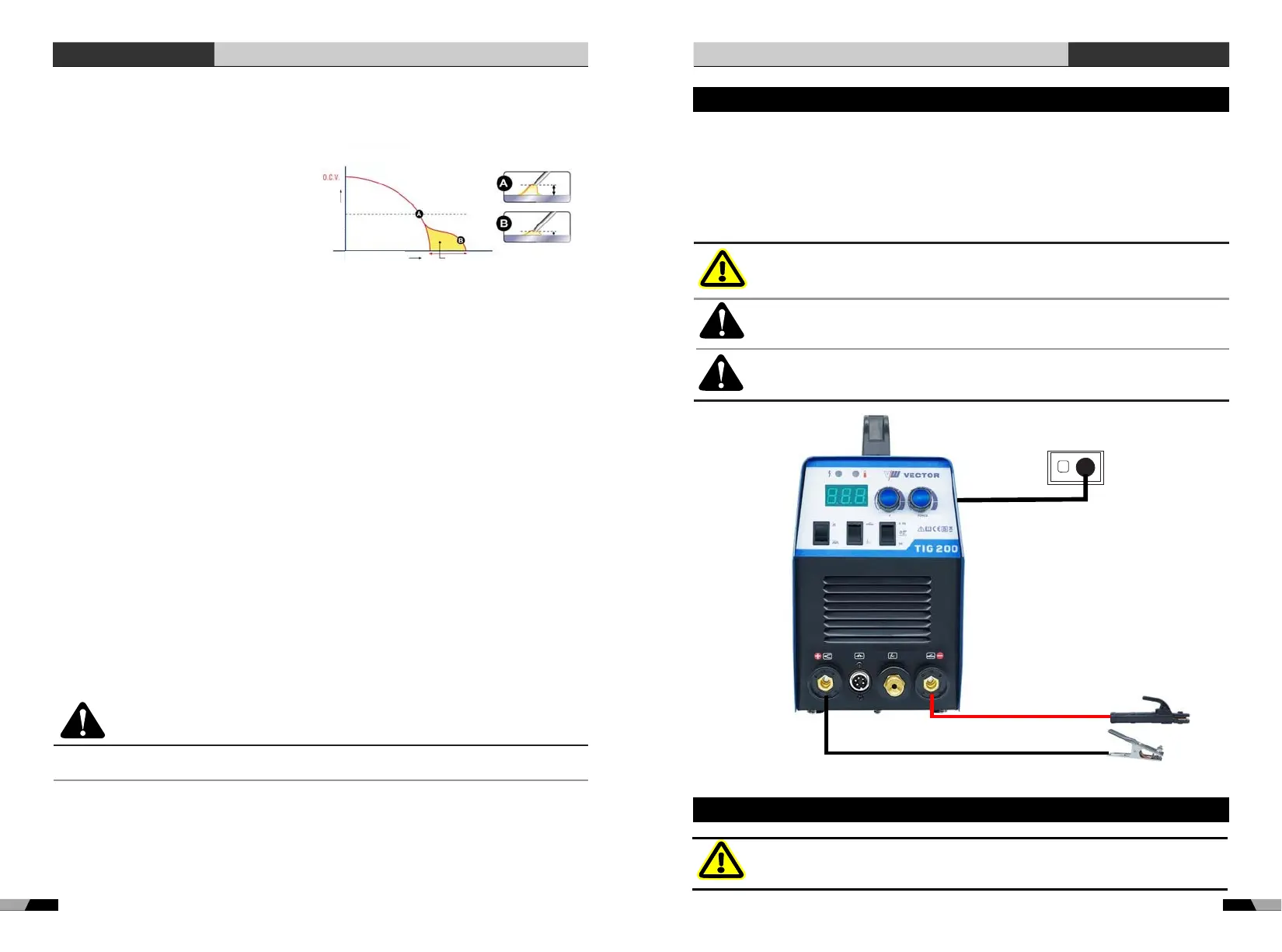
3.2 Configuration pour le soudage STICK (MMA)
AVERTISSEMENT
MISE EN GARDE
MISE EN GARDE
Pour l'électrode alcaline, connectez le porte-électrode au point de soudage positif et
raccordez le fil de travail à la borne de soudage négative, tandis que pour l'électrode acide,
connectez le porte-électrode au point de soudage négatif et connectez le fil de travail au
terminal de soudage positve. En cas de doute, consultez le fabricant de l'électrode. Le
courant de soudage s'écoule de la source d'alimentation via des bornes de type à baïonnette
robuste. Cependant, il est essentiel que la fiche mâle soit insérée et tournée fermement pour
obtenir une bonne connexion électrique. Sélectionnez le mode STICK avec le contrôle de
sélection de processus.
Avant de raccorder la pince de travail à la pièce et
'insérer l'électrode dans le porte-électrode, assurez-
vous que le secteur d'alimentation est coupée.
Retirez tout matériau d'emballage avant l'utilisation.
Ne bloquez pas les ouvertures d'aération à l'avant ou
à l'arrière de la source d'alimentation de soudage.
Des connexions lâches de bornes de soudage peuvent
provoquer une surchauffe et entraîner la fusion de la
prise mâle dans la borne
Source de courant
Pince de terre
Porte-électrode
3.3 Mise en place pour le soudage HF TIG (GTAW)
AVERTISSEMENT
Avant de commencer à souder, assurez-vous de
porter tous les équipements de sécuritéappropriés
et recommandés.
OpérationOpération
ÉQUIPEMENT DE LA SÉRIE DC TIG ÉQUIPEMENT DE LA SÉRIE DC TIG
96
97