Kunststoffschweißtechnik
Table for PVDF
Foundation: 2208, 2207 Part 15 German association for welding
Use for: 5100 OD 200 - 450
5500 OD 200 - 500
1 bar on manometer: 141 N
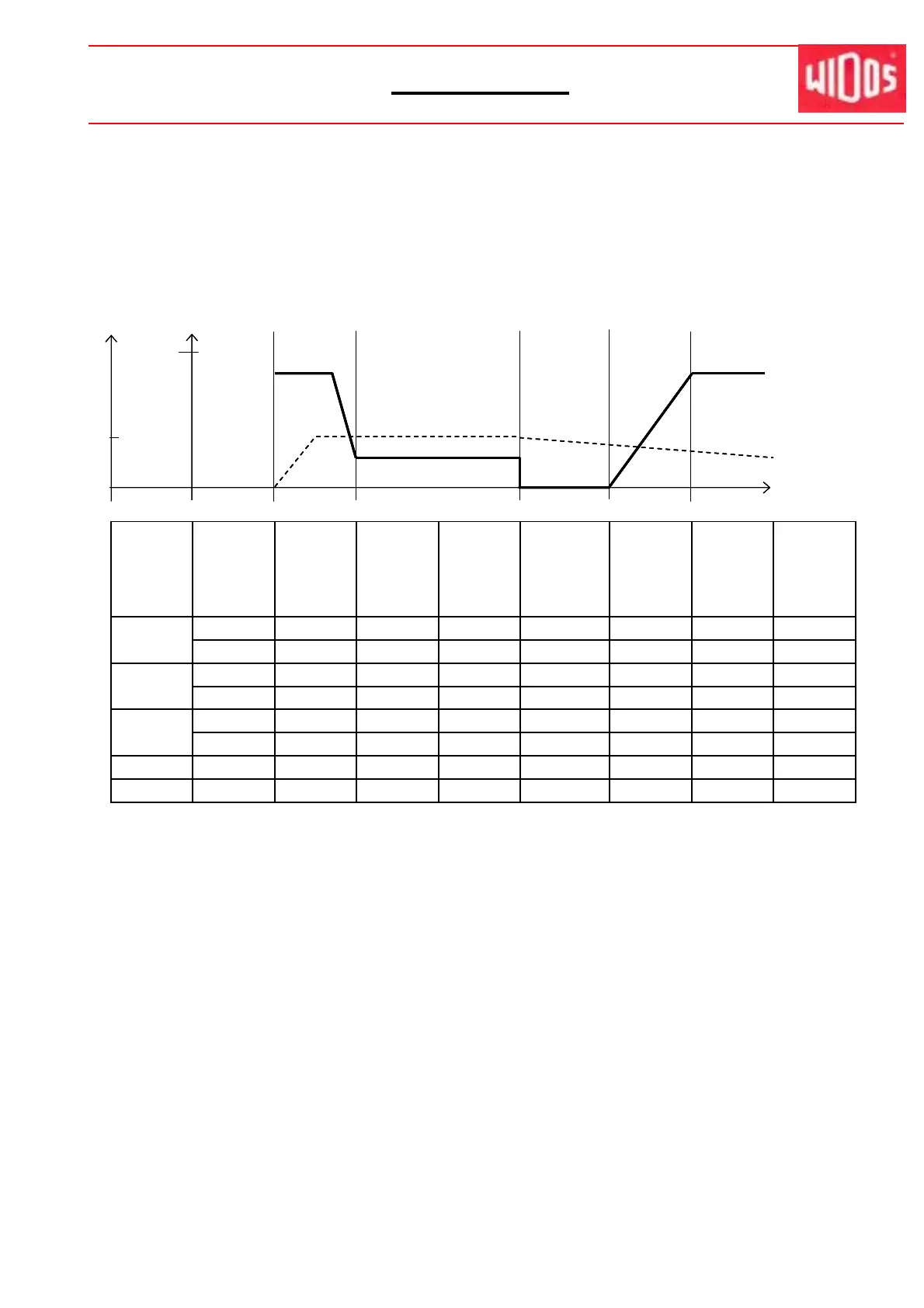
time to
reach full
bead-up welding cool-down time
0,10 (PVDF) pressure
pressure in
welding area
Tdesired
temperature
time
pipe pipe bead-up circula
heat-up time welding cool-
diamete
wall pressure bead time to reach pressure down
OD (s) [bar] min. [s] welding [bar] time
[mm] [mm] [mm] pressure [min]
[s]
200 6,2 3 0,6 102 5 3 9,5
200 9,6 5 1,0 136 7 5 13,5
225 6,9 4 0,7 109 6 4 10,5
225 10,8 6 1,0 148 7 6 15,0
250 7,7 5 0,7 117 6 5 11,0
250 11,9 7 1,1 159 8 7 16,5
280 8,6 6 0,8 126 6 6 12,5
315 9,7 7 1,0 137 7 7 13,5
The standard value for heating element temperature is 240° C +/- 8° C.
The smaller the pipe wall the higher the temperature.
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
P (N/mm²) change-
in welding area
heat-up over
time
max.
change-
ove
4
time
[s]
4
4
4
4
4
4
4
17.02.2014 Working instructions WIDOS 5500 Page 28 of 48