Kunststoffschweißtechnik
Foundation: 2207, 2208 DIN 16932 German association for welding
Use for: 5100 OD 200 - 450
5500 OD 200 - 500
The data in the colored, labeled arrays are interpolated, no garantee, based on DVS 2207 part 11
1 bar on manometer: 141 N
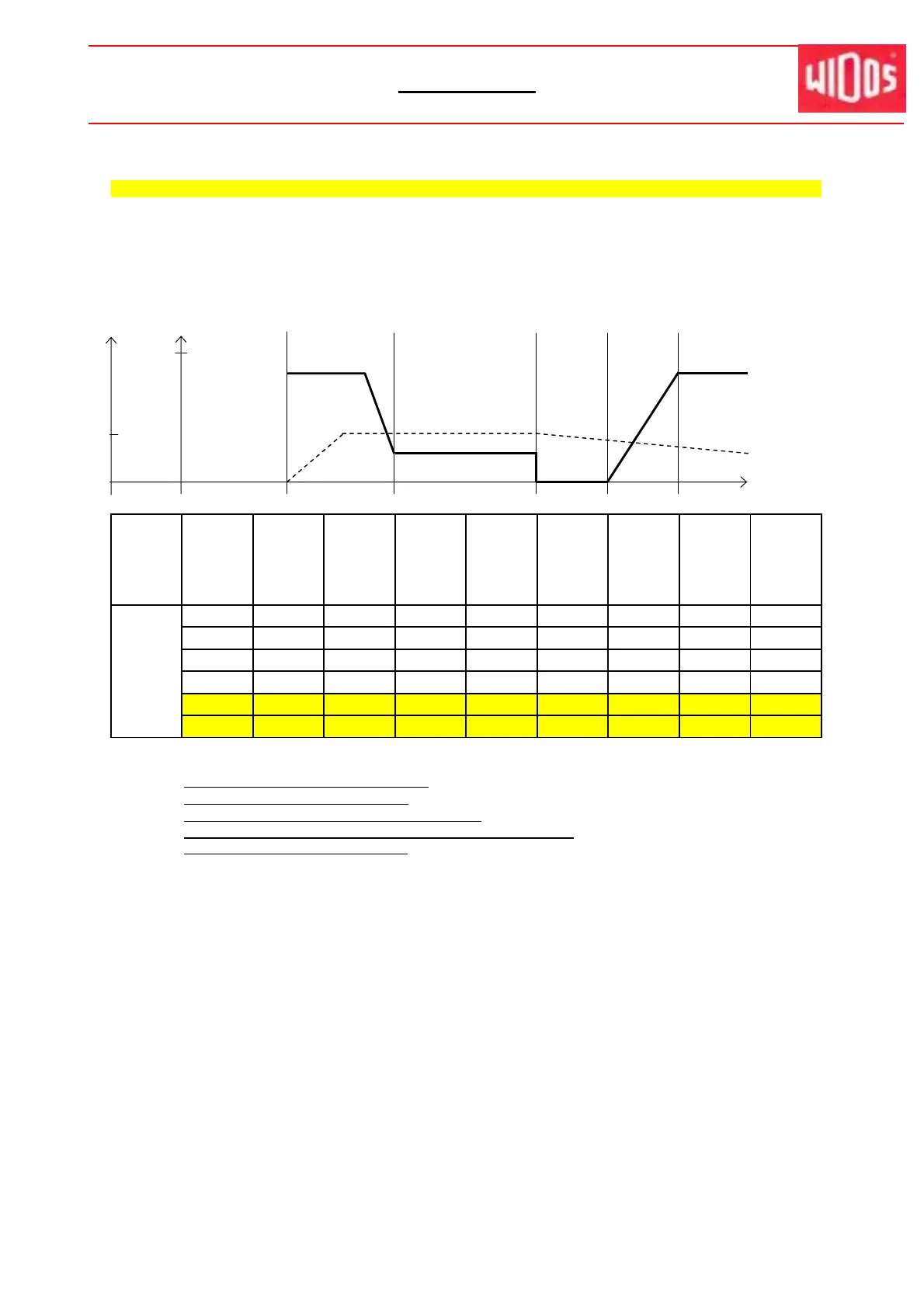
time to
change- reach full
over welding cool-down time
0,10 (PP) time pressure
pressure in
Tdesired
temperature
time
pipe pipe SDR bead-up circular heat-up max. time welding cool-
diameter wall pressure bead time change- to reach pressure down
OD (s) [bar] min. [s] over welding [bar] time
[mm] [mm] [mm] time pressure [min]
[s] [s]
in welding area
The smaller the pipe wall the higher the temperature.
P (N/mm²)
bead-up heat-up
Table for PP
Additional to the given bead-up force and to the welding force the moving force of the support must be added !
The standard value for heating element temperature is 210° C +/- 10° C.
welding area
500 12,3 41 14 1,0 249 7 11 14 20
500 15,3 33 17 1,0 285 8 14 17 25
500 19,1 26 21 1,5 331 9 17 21 30
500 28,4 17,6 30 2,0 419 12 24 30 43
500 44,5 (11) 46 2,5 528 16 38 46 64
500 67,6 7,4 66 3,0 630 21 57 66 88
Remaining under the cool-down time for up to 50% is allowed under the following conditions:
• prefabrication under workshop conditions
• low additional pressure at unclamping
• no additional pressure during further cooling down
• load onto the workpieces only after being completely cooled down
• Join parts with wall thickness ≥
5 mm
17.02.2014 Working instructions WIDOS 5500 Page 27 / 3 of 48