)
(2)1f the seat shows
to
be in the middle
of
the valve face.
but
too
narrow, use the
45°
cutter
until
the
width
equals 1.3
mm
(0.05
in).
(3)lf
the seat is
too
narrow. and right up
near
the
valve margin.
then
first use the
30°
cutter
and
then
the
45°
cutter
to
get
the
correct seat
width.
(4)1f
the
seat is
too
narrow
and
down
near
to
bottom
edge
of
the
valve face.
the
n
first use the
57.5°
(or
60°)
cutter
and
the n
the
45
° cutter.
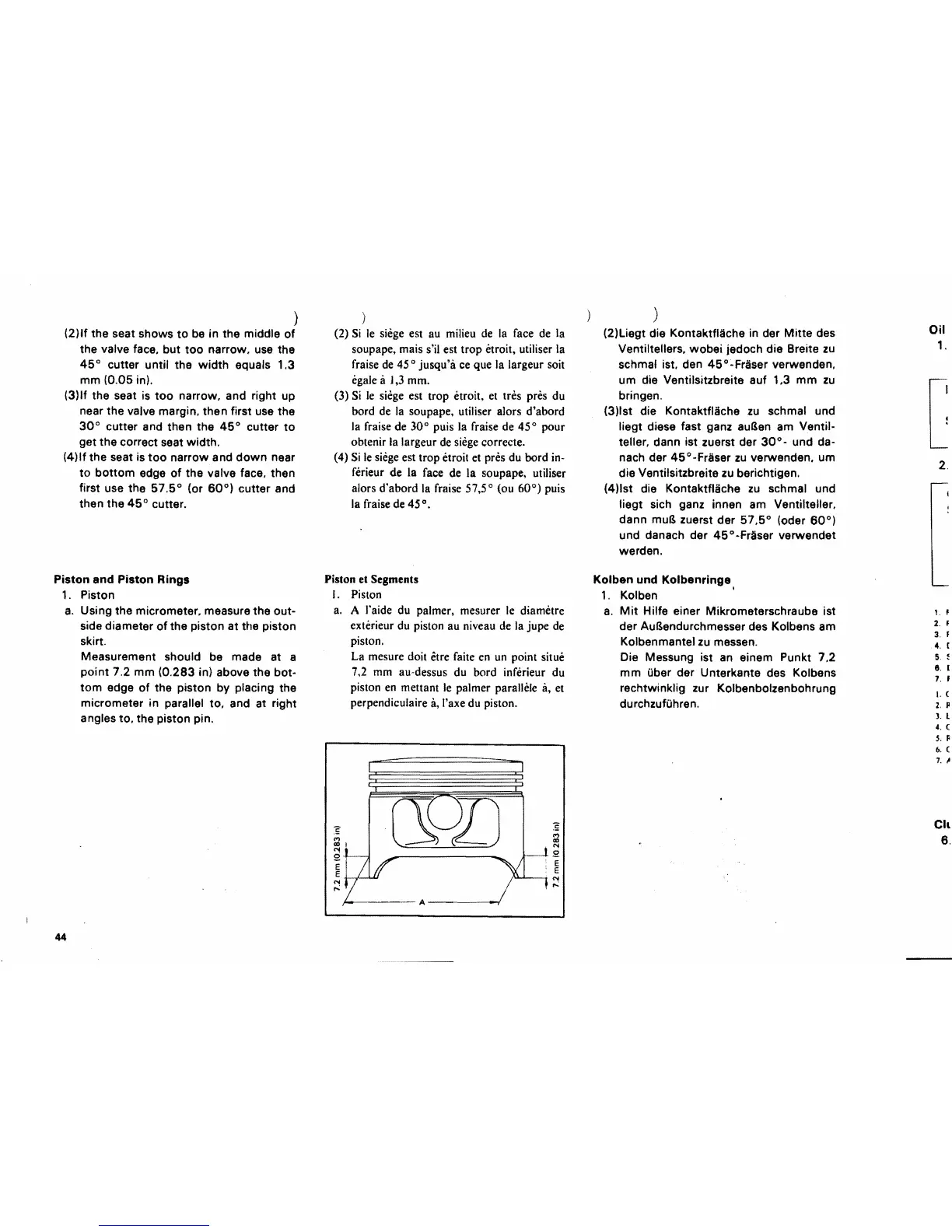
Piston
end
Piston
Rings
1.
Piston
a.
Using the micrometer. measure
the
out-
side
diameter
of
the piston
at
the piston
skirt.
Measurement should be made at a
point
7.2
mm
(0.283
in) above the
bot-
tom
edge
of
the piston by
plad
ng the
micrometer
in paralIei
to.
and at right
angles
to,
the piston pin.
)
(2)
Si
le
siege
est
au
mitieu
de
la
face
de
la
soupape,
mais s'il
est
trop etroit, utiliser la
fraise
de
45
° jusqu'ä
ce
que
la largeur soit
egale
ä
J,3
mm.
(3)
Si
le
siege
est
trop etroit,
et
tres
pres
du
bord
de
la
soupape, utiliser alors d'abord
la
fraise
de
30° puis la fraise
de
45
° pour
obtenir
la
largeur
de
siege
correcte.
(4)
Si
le
siege
est
trop etroit
et
pres
du
bord in-
ferieur
de
la
face
de
la
soupape, utiliser
alors d'abord
la
fraise
57,5
° (ou
60°)
puis
la fraise
de
45
0.
Piston et Segments
I.
Piston
a.
A
J'aide
du palmer, mesurer
le
diametre
exterieur
du
piston
au
niveau
de
la
jupe
de
piston.
La
mesure
doit etre faite
en
un
point situe
7,2
mm
au-dessus
du bord inferieur du
piston
en
mettant
le
palmer parallele
ä,
et
perpendiculaire
å,
I'axe
du
piston.
E
(ll[]
~
'"
!2
E
E
+-I-U.J
.....
'"
j...
A
..
/
~N
,..;
)
(2)Liegt die Kontaktfläche in der
Mitte
des
Ventiltellers,
wobei
jedoch die Breite
zu
schmal ist. den
45°~Fräser
verwenden.
um
die Ventilsitzbreite
auf
1.3
mm
zu
bringen.
(3)1st die Kontaktfläche
zu
sch mal und
liegt diese fast ganz auSen am Ventil-
teller. dann ist zuerst der
30°-
und
da-
nach
der
45°-Fräser
zu
verwenden.
um
die Ventilsitzbreite zu berichtigen.
(4)1st die Kontaktfläche
zu
sch mal und
liegt
sich ganz innen am Ventilteller.
dann
mul!. zuerst
der
57.5° (oder
60°)
und
danach
der
45°-Fräser
verwendet
werden.
Kolben
und
Kolbenringe
,
1.
Kolben
a.
Mit
Hilfe einer Mikrometerschraube ist
der
Aul!.endurchmesser des Kolbens
am
Kolbenmantel
zu
messen.
Die Messung
ist
an einem Punkt
7.2
mm
liber
der Unterkante des Kolbens
rechtwinklig zur Kolbenbolzenbohrung
durchzufUhren.
on
1.
2.
1.
f
2.
3.
4.
5.
6.
[
7. ,
\.
(
2.
F
J. L
4. (
5.
F
6.
(
7.
~
Cll
6.
44

 Loading...
Loading...
