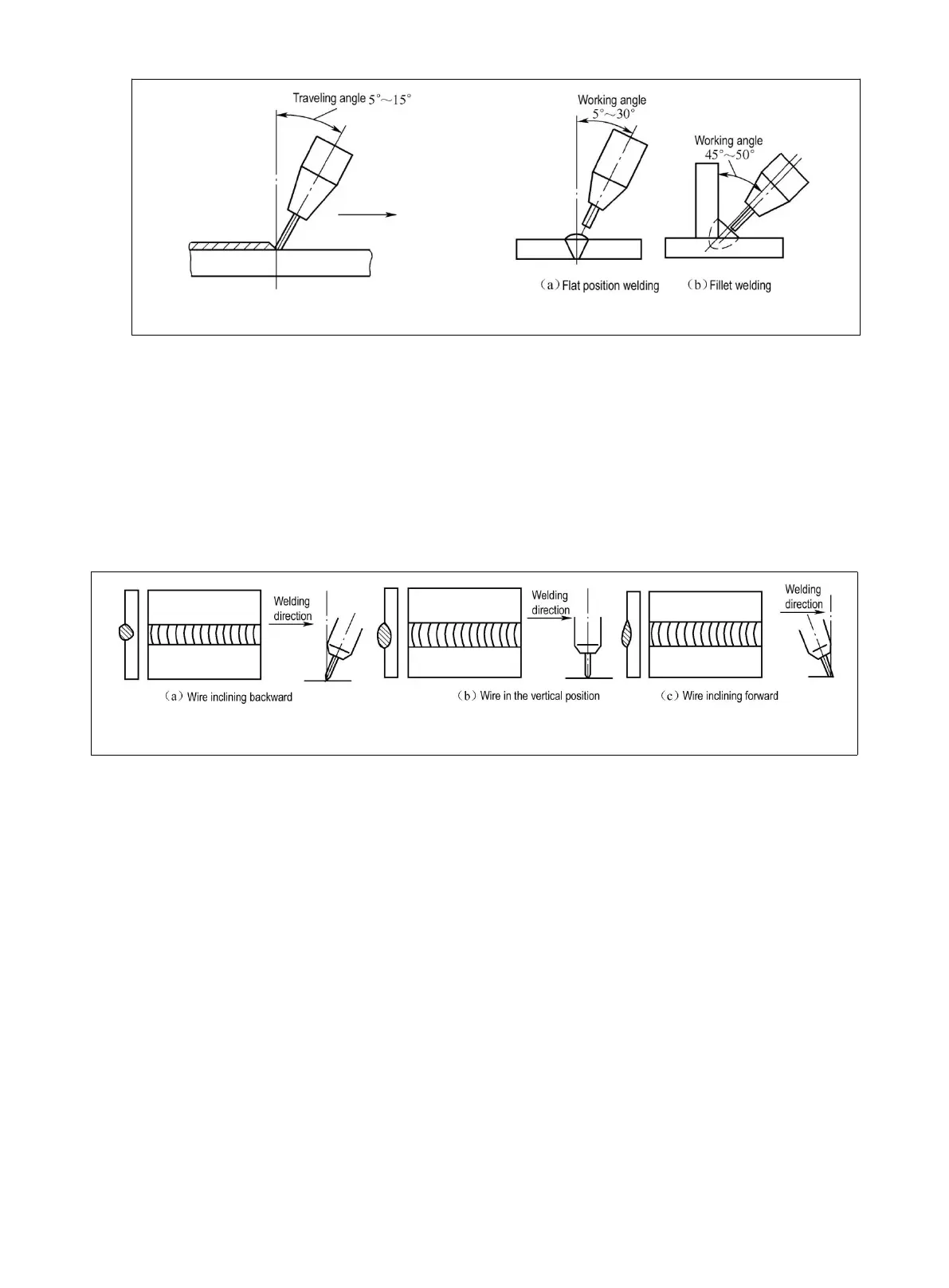
The effect on the weld bead shaping caused by the position of welding wire is shown in the above figure.
When welding wire changes to backward position from vertical position, other things equal, the
penetration will increase, the weld bead will narrow, the weld reinforcement will increase, and arc will be
stable with little spatter. Usually, maximum penetration can be obtained by backward welding with a
traveling angle of 25°. In order to control the molten pool better, the traveling angle is 5°~15° generally.
When welding fillet welds in the horizontal position, the working angle is 45° generally.
1) Welding position
GMAW is applicable to flat position welding, vertical position welding, overhead position welding, upward
welding in the inclined position and downward welding in the inclined position.
2) Gas flow
There are two situations for shield gas flowing out of the nozzle: the thicker laminar flow and the thinner
laminar flow close to the turbulent flow. Generally, the diameter of the nozzle should be 0.5 inch, and the
gas flow should be 8~15L/min.
c. Arc igniting
Gas shielded arc welding generally adopts contact-short arc ignition. Adjust the stick-out to the proper
length before arc ignition. When igniting arc, pay attention that the welding wire should not be too close
to the workpiece, and keep the end of welding wire 0.08~0.12 inch away from the workpiece. If thick
spherical head appears at the end of welding wire, cut it off.
d. Welding
For the welding process (including positioning, weld bead initiating, electrode manipulation method, weld