The following operation requires sufficient professional knowledge on
electric aspect and comprehensive safety knowledge. Operators should be
holders of valid qualification certificates which can prove their skills and
knowledge. Make sure the input cable of the machine is disconnected from
the electricity utility before uncovering the welding machine.
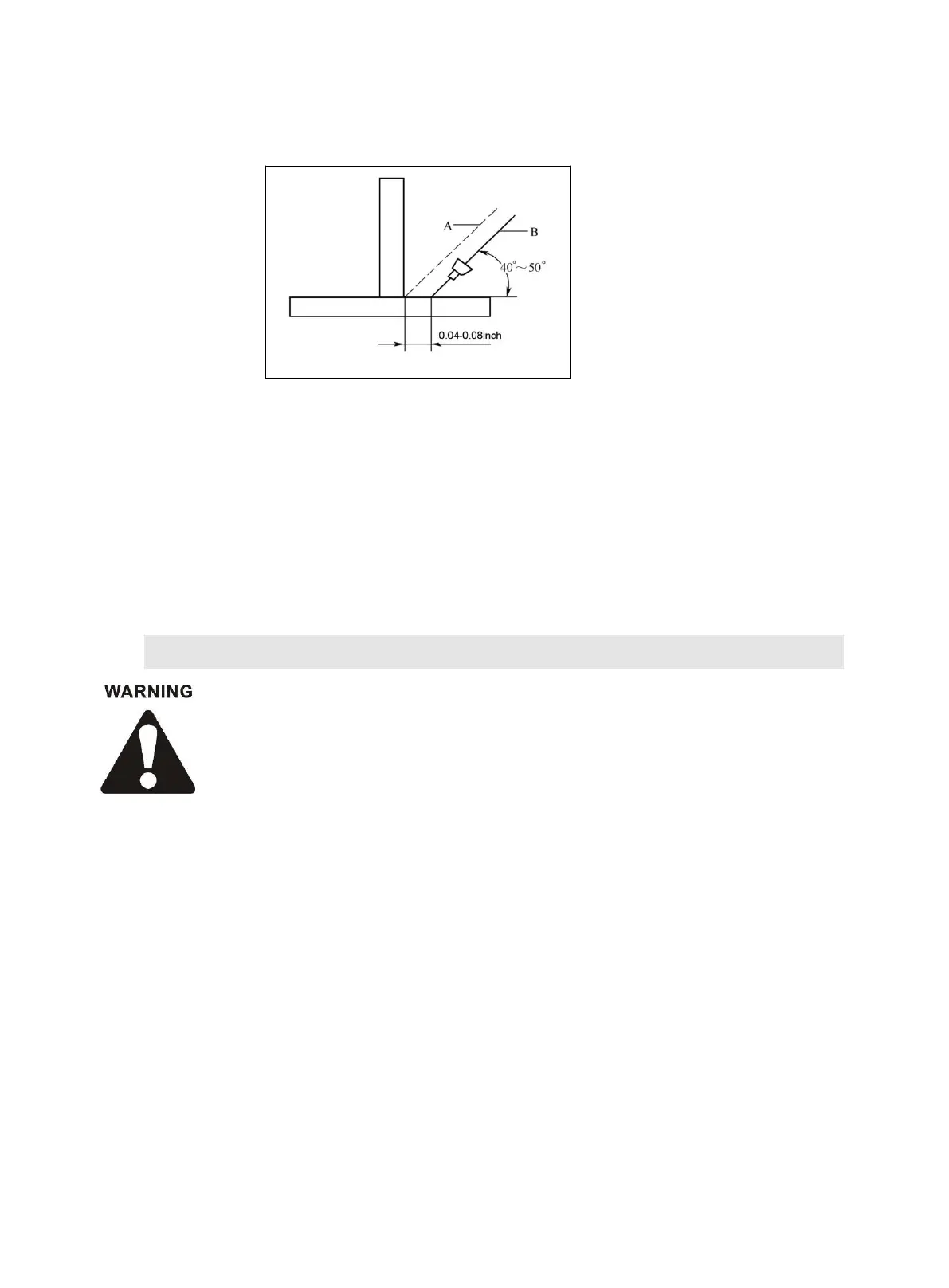
thickness and the fillet weld size during welding operation. For horizontal fillet welding of T-shaped joints
formed by plates of different thickness, incline the arc toward to the thicker plate, in order that the two
plates can be heated equally.
11.6.3 Vertical position welding
There are two modes for the vertical position welding of GMAW, namely upward welding in the
vertical position and downward welding in the vertical position. Due to the gravitation effect, the melting
metal may drop down easily in upward welding in the vertical position. Disadvantages such as deep
penetration and narrow weld bead result from the arc effect, so this welding mode is seldom used.
11.6.4 Horizontal position welding
The parameters in horizontal position welding are mainly the same as that in vertical position
welding, except that the welding current can be a little higher.
12. MAINTENANCE
1) Check periodically whether inner circuit connection is in good condition, connector is fastened (esp.
plugs or components). Tighten the loose connection. If there is rust or oxidization, remove it with
sandpaper and then reconnect tightly.
2) Don’t let hands, hair or other tools contact live parts when machine is powered on, e.g., fan, so that to
avoid any injury or machine damage.
3) Clean periodically the dust with dry compressed air whose pressure should be at a proper level in
order to avoid the small parts inside the machine being damaged. If welding environment with heavy
smoke and pollution, the machine should be cleaned every day.
4) Avoid water or vapor entering machine inside; in case it happens, please dry the machine internal
structure. Then use a mega-meter to test machine’s insulation (including wire to wire connection and
wire to machine enclosure connection.). Welding can be continued only after the confirmation of normal
5) Check periodically whether the insulation cover of all cables is in good condition. If there is any