bead connection and weld bead ending) of MIG welding, please refer to the relevant contents.
e. Arc extinguishing
Do not extinguish arc immediately when ending welding. Otherwise, crater will be left and defects such
as cracks and air holes are easy to be produced. Keep the torch staying a little while at the crater when
extinguishing arc, and raise the torch slowly after the crater is filled, so that the molten pool can be well
protected before it is solidified.
f. Weld bead connection
Generally, backward welding is adopted for weld bead connection, and its operation is the same as that
of MMA welding.
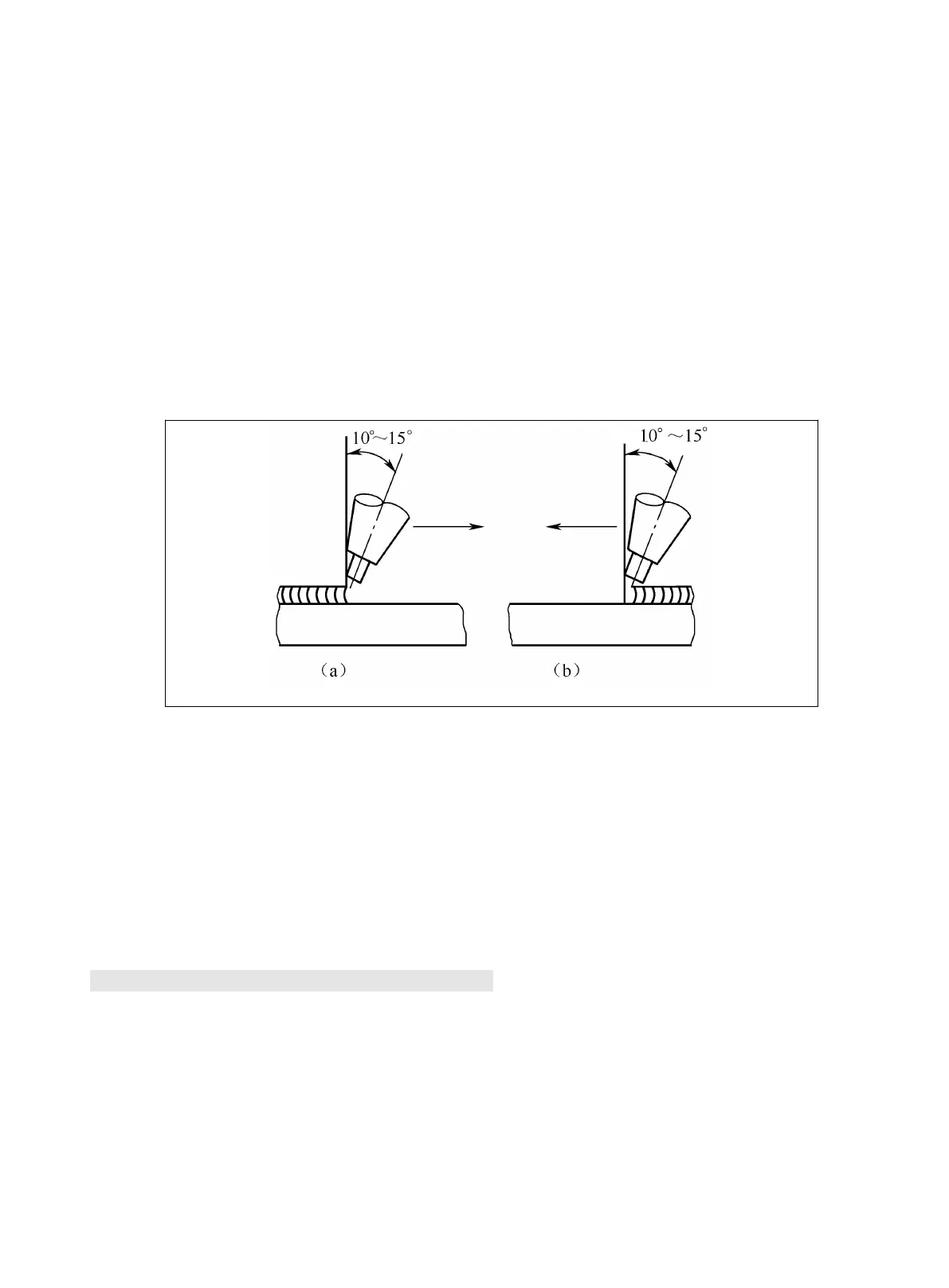
g. Forehand welding and backhand welding
GMAW adopts forehand welding generally.
h. Electrode manipulation
There are two modes of electrode manipulation, namely straight moving mode and transverse swing
mode. The weld bead obtained through straight moving mode is narrow, and this mode is mainly used in
sheet metal welding and backing welding. Transverse swing mode means that electrode makes
cross-swing transversely based on the center line of the weld bead during welding, mainly in the form of
zigzag, crescent shape, regular triangle, and oblique circle shape, and the electrode manipulation
method is similar to that of MMA welding.
11.6 Welding operation in different position
11.6.1 Flat position welding
Flat position welding usually adopts forehand welding with a traveling angle of 10°~15°. For sheet
metal welding and backing welding, straight moving electrode manipulation mode is applied; for groove
filling layer welding, transverse swing electrode manipulation mode can be used.
11.6.2 Welding of T-shaped joints and lap joints
Defects such as undercut, incomplete penetration and weld bead sagging are easy to produce
when welding T-shaped joints, so operators should control the angle of torch according to the plate