54
Regolación desde generador o desde
arrastre
La DIGITECH 400 PULSED está dotada de un sistema que le
permite regular los parámetros moviendo los mandos de los
encoder colocados en el panel frontal de la máquina (regolación
desde generador) o los mandos de los potenciómetros colocados
en el panel frontal del arrastre (regulación desde arrastre).
La regulación estándar que la máquina posee cuando sale de la
fábrica es la regulación desde arrastre.
Para pasar a la REGULACIÓN DESDE GENERADOR (encoder
ACTIVOS - potenciómetros NO ACTIVOS) presionar la siguiente
combinación de pulsadores:
• Presionar y soltar el pulsador FUNCIONES ESPECIALES;
• Presionar y soltar el pulsador DESPLAZAMIENTO PROGRA-
MAS negativo (-);
• Presionar y soltar el pulsador FUNCIONES ESPECIALES.
Para regresar a la REGULACIÓN DE ARRASTRE (encoder NO
ACTIVOS - potenciómetros ACTIVOS) presionar la siguiente com-
binación de pulsadores:
• Presionar y soltar el pulsador FUNCIONES ESPECIALES;
• Presionar y soltar el pulsador DESPLAZAMIENTO PROGRA-
MAS positivo (+);
• Presionar y soltar el pulsador FUNCIONES ESPECIALES.
Visualización de la versión del
software instalado
La DIGITECH 400 PULSED está dotada de un control digital con
a bordo un software definido en la fábrica. Dicho software es sus-
ceptibles de constantes evoluciones y mejoras. El software de cada
tarjeta se identifica mediante un número/versión específico/a
visualizable en el display VISUALIZACIÓN PROGRAMAS en las
siguientes formas:
• TARJETA DIGITAL CPU PANEL FRONTAL
Poner en función la soldadora girando el interruptor, colocado
sobre el panel posterior, en la posición 1; presionar el pulsador
FUNCIONES ESPECIALES y sucesivamente el pulsador RUN/
MEM.
• TARJETA DIGITAL PANEL FRONTAL
Poner en función la soldadora girando el interruptor, colocado
sobre el panel posterior, en la posición 1; presionar el pulsador
FUNCIONES ESPECIALES y sucesivamente el pulsador PRUE-
BA GAS.
• TARJETA ELECTRÓNICA PANEL TA4
Poner en función la soldadora girando el interruptor, colocado
sobre el panel posterior, en la posición 1; presionar el pulsador
FUNCIONES ESPECIALES y sucesivamente el pulsador PRUE-
BA HILO.
Antes de soldar
IMPORTANTE:
Antes de empezar a soldar verifiquen que el
generador esté alimentado regularmente por la tensión de red
correspondiente a los datos nominales.
• Verificar que el arrastrador se encuentre bien conectado con la
soldadora mediante el cable de interconexión;
• Poner en función la soldadora girando el interruptor, colocado
sobre el panel posterior, en la posición 1 (NOTA BIEN: cada vez
que se enciende, en la máquina se visualizarán las últimas pro-
gramaciones efectuadas antes del apagamiento);
• Programar las diversas unidades de acuerdo con el deseado
proceso de soldadura.
Procesos de soldadura
SOLDADORA CON ELECTRODO
Para la soldadura de electrodos revestidos por el usuario con dis-
positivos regulables "arc force" (regulable mediante el pulsador
SELECCIÓN PARÁMETROS - V) y "hot start" (regulable median-
te el pulsador FUNCIONES ESPECIALES).
A esta modalidad de soldadura se accede presionando el pulsador
PROCESO DE SOLDADURA y colocándose en MMA
.
Conectar los cables de soldadura de acuerdo con lo descrito en el
párrafo "Conexión de los cables de soldadura - soldadura por ELEC-
TRODO (Fig. B)".
ATENCIÓN:
No apoyar la antorcha en partes conductivas co-
nectadas con el cable de masa cuando el arrastre está conectado
con la unidad de soldadura mediante el cable de interconexión.
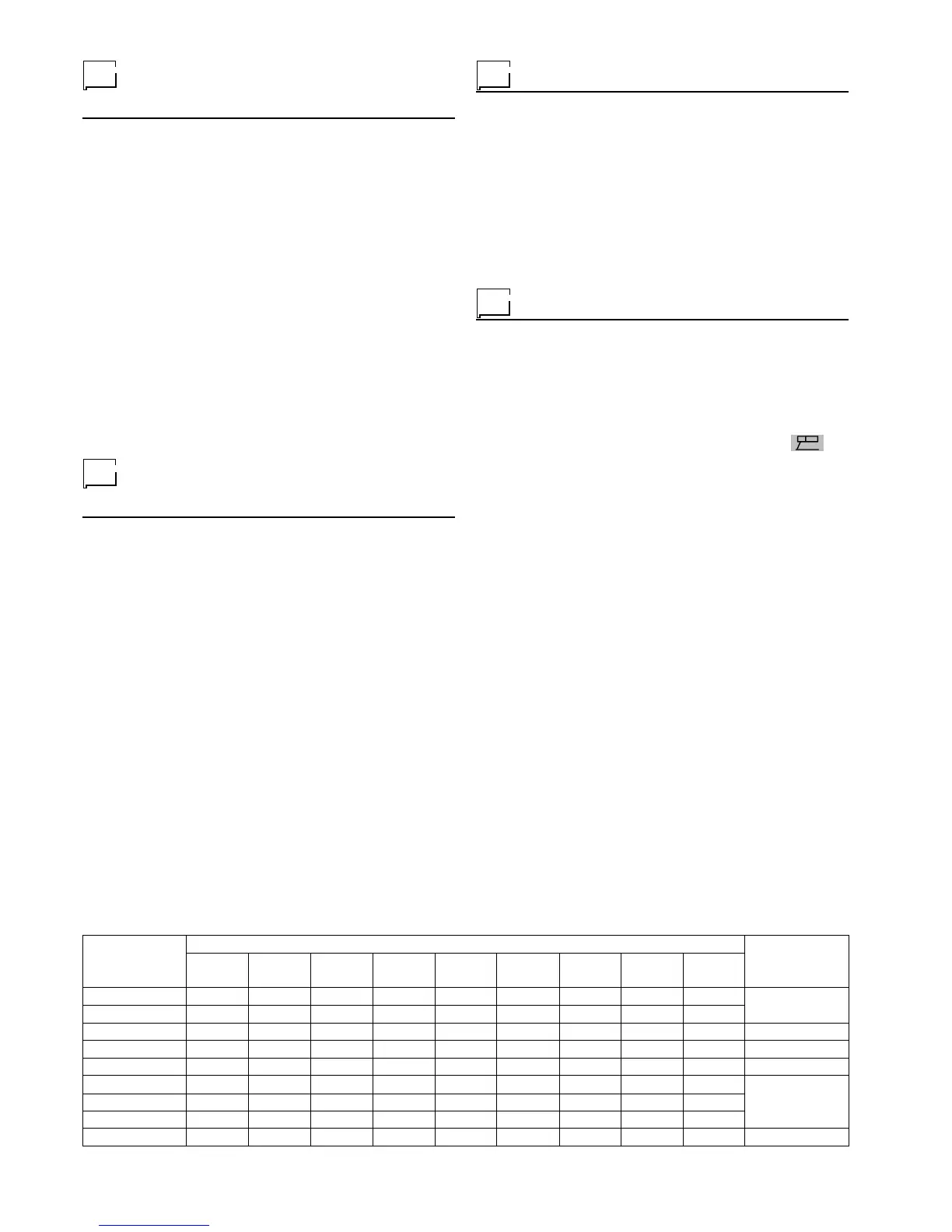
Parámetros de soldadura
La tabla 4 muestra los valores de corriente que se deben utilizar
con los respectivos electrodos para la soldadura de aceros comu-
nes o de baja aleación. Dichos datos no se deben considerar un
valor absoluto sino que se deben considerar simplemente como
recomendaciones, para una elección precisa se deben seguir las
indicaciones dadas por los fabricantes de electrodos. La corriente
que se debe utilizar depende de las posiciones de soldadura, del
tipo de junta y varía de manera creciente en función del espesor y
de las dimensiones de la pieza. El valor de intensidad de corriente
que se debe utilizar para los diferentes tipos de soldadura, dentro
del campo de regulación indicado en la tabla 4 es:
• Elevado para la soldadura en plano, en plano frontal y vertical
ascendente;
• Medio para las soldaduras sobrecabezal;
• Bajo para las soldaduras verticales descendentes y para unir
piezas de pequeñas dimensiones precalentadas.
Una indicación, bastante aproximada, de la corriente media que
se debe utilizar en la soldadura de electrodos para acero normal
está dada por la siguiente formula:
I = 50 x (Øe – 1 )
Ø ELECTRODO
(mm)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
-
-
-
100-150
130-190
175-250
225-310
275-375
340-450
6027
-
-
-
125-185
160-240
210-300
250-350
300-420
375-475
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
ESPESOR
SOLDADURA
(mm)
≤≤
≤≤
≤ 5
≤≤
≤≤
≤ 6,5
> 3,5
> 6,5
> 9,5
> 13
TIPO DE ELECTRODO - Campo de regulación de la corriente (A)
Tabla 4