73
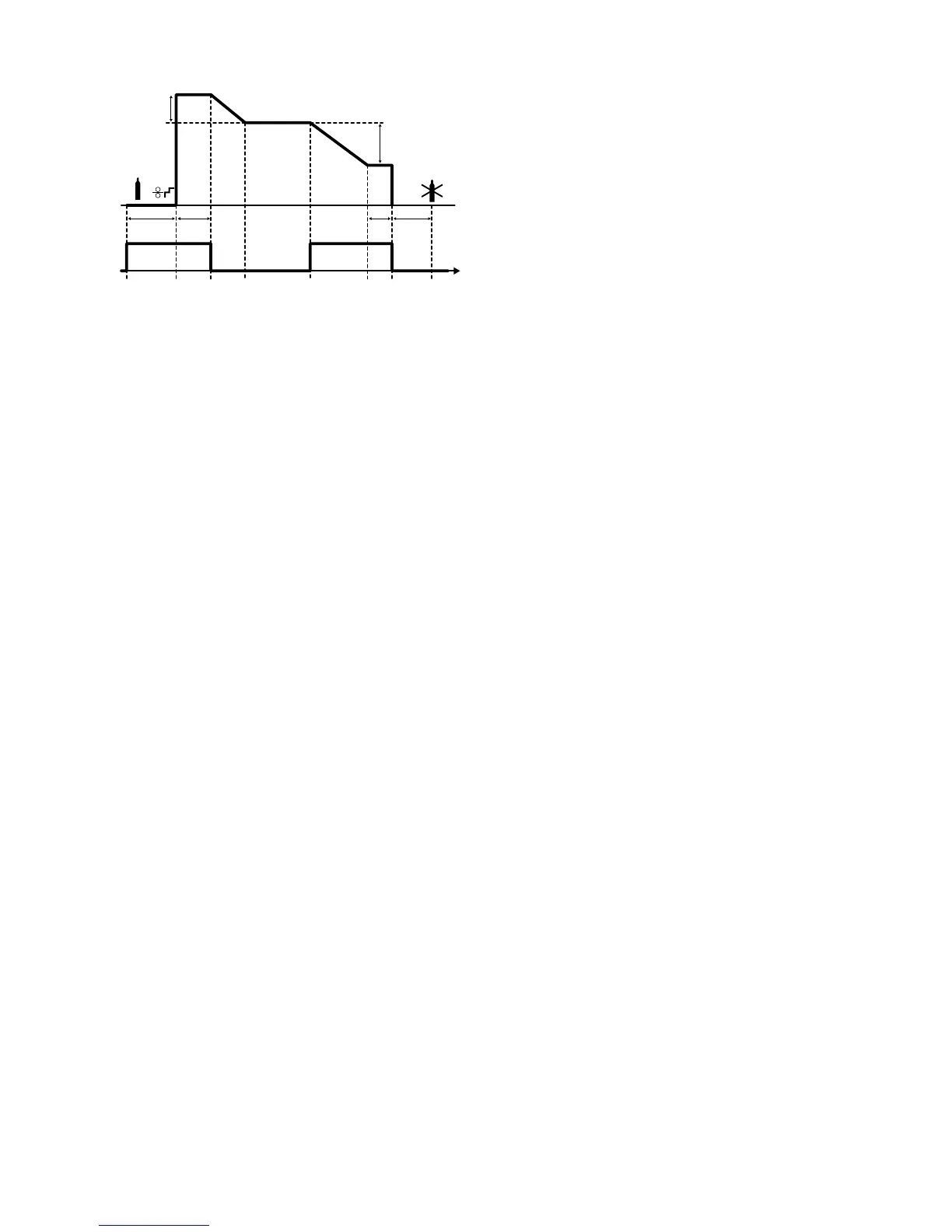
• 4T С ЗАВАРКОЙ КРАТЕРА
Кнопка ПРОБА ГАЗА
При нажатии и отпускании этой кнопки подключается
электроклапан и начинает выходить газ. Выход газа
завершается автоматически через 30 секунд или, в ручном
режиме, при нажатии и отпускании этой кнопки.
Кнопка ОСОБЫЕ ФУНКЦИИ
Эта кнопка позволяет отображать и менять некоторые
необходимые и обязательные для сварки параметры,
которые уже были ранее заданы фирмой-изготовителем на
заводе. Параметры меняются в зависимости от
используемого процесса и режима сварки и записываются в
память для каждой программы и автоматической точки
сварки.
Кнопка ПРОБА ПРОВОЛОКИ
Привод подключается на ок. 3 секунды с постоянной
скоростью (определяется фирмой-изготовителем), равной 1
м/мин., и проволока начинает подаваться сразу же после
нажатия этой кнопки. По истечении этого времени за ок. 1
секунду привод переключается на скорость в 8 м/мин. При
отпускании процесс завершается. Для продолжения подачи
проволоки необходимо продолжать удерживать кнопку
нажатой.
Кнопка ВЫБОР ПАРАМЕТРОВ - В
Позволяет выбирать следующие параметры (если они
активны):
• ТОНКОЕ РЕГУЛИРОВАНИЕ НАПРЯЖЕНИЯ СВАРКИ -
Напряжение сварки в пределах между -25% и +25%
заданного значения напряжения, с интервалом
регулирования в 1%;
• НАПРЯЖЕНИЕ СВАРКИ – параметр, вычисляемый
различными способами в зависимости от выбранного типа
сварки:
- Напряжение сварки в пределах между -25% и +25%
заданного значения напряжения с интервалом
регулирования в 1% в режиме СИНЕРГЕТИЧЕСКИЙ;
- от 10 В до 40 В с интервалом регулирования в 0,1 В в
режиме РУЧНОЙ;
• ЭЛЕКТРОННОЕ ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ –
параметр, приобретающий различные значения в
зависимости от выбранного процесса сварки:
- Изменение динамической реакции машины
(действительно для процессов MIG/MAG, ИМПУЛЬСНАЯ
MIG, ДВУХИМПУЛЬСНАЯ MIG с диапазоном
регулирования от -32 до +32 и интервалом
регулирования 1);
- Сила дуги (действительно для процесса MMA с
диапазоном регулирования от 0 до 100 и интервалом
регулирования 1).
PrG [s]
SCt [s]
ECt [s]
PoG [s]
SLO [A/s]
SLO [A/s]
100%
CEC [%]
CSC [%]
StS [%]
1) При нажатии этой кнопки горелки зажигается дуга и
ток остается на значении НАЧАЛЬНЫЙ ТОК ЗАВАРКИ
КРАТЕРА (CSC).
2) При отпускании этой кнопки горелки выполняется
СПАД (SLO) и ток переключается на номинальное
значение (СВАРОЧНЫЙ ТОК).
3) При нажатии этой кнопки горелки выполняется СПАД
(SLO) и ток переключается на значение КОНЕЧНЫЙ
ТОК ЗАВАРКИ КРАТЕРА (CEC).
4) При отпускании этой кнопки цикл сварки завершается.
• ТОЧЕЧНАЯ СВАРКА (Spot)
При нажатии этой кнопки горелки позволяет выполнять
точечную сварку в течение заданного времени (в
секундах), по завершении которого дуга выключается
автоматически.
Кнопка РАБОЧИЙ РЕЖИМ/РЕЖИМ СВАРКИ
Позволяет выбирать один из 3 различных типологий/рабочих
режимов:
• СИНЕРГЕТИЧЕСКИЙ РЕЖИМ (СИН.);
• РУЧНОЙ РЕЖИМ (РУЧ.);
• АВТОМАТИЧЕСКИЙ РЕЖИМ (АВТ.).
Эта кнопка не активна в процессах ЭЛЕКТРОД и TIG с
зажиганием типа “LIFT”.
Кнопка ПРОКРУТКА ПРОГРАММ (+/-)
Эта кнопка используется для прокрутки программ,
поставленных фирмой-изготовителем, в
СИНЕРГЕТИЧЕСКОМ режиме, точек сварки, записанных в
память пользователем, и последовательностей сварки в
АВТОМАТИЧЕСКОМ режиме (99 точек).
Кнопка РАБ./ЗАП.
Эта кнопа выполняет две функции:
• Функция РАБ., используемая для отображения
характеристик (материал, диаметр проволоки, тип газа и
т. д.) программ, поставленных фирмой-изготовителем (в
режиме СИНЕРГЕТИЧЕСКИЙ) и вызываемых
пользователем кнопкой ПРОКРУТКА ПРОГРАММ.
• Функция ЗАП., используемая для записи в память настроек
сварки, определенных пользователем (99 различных точек
сварки в режиме АВТОМАТИЧЕСКИЙ).