72
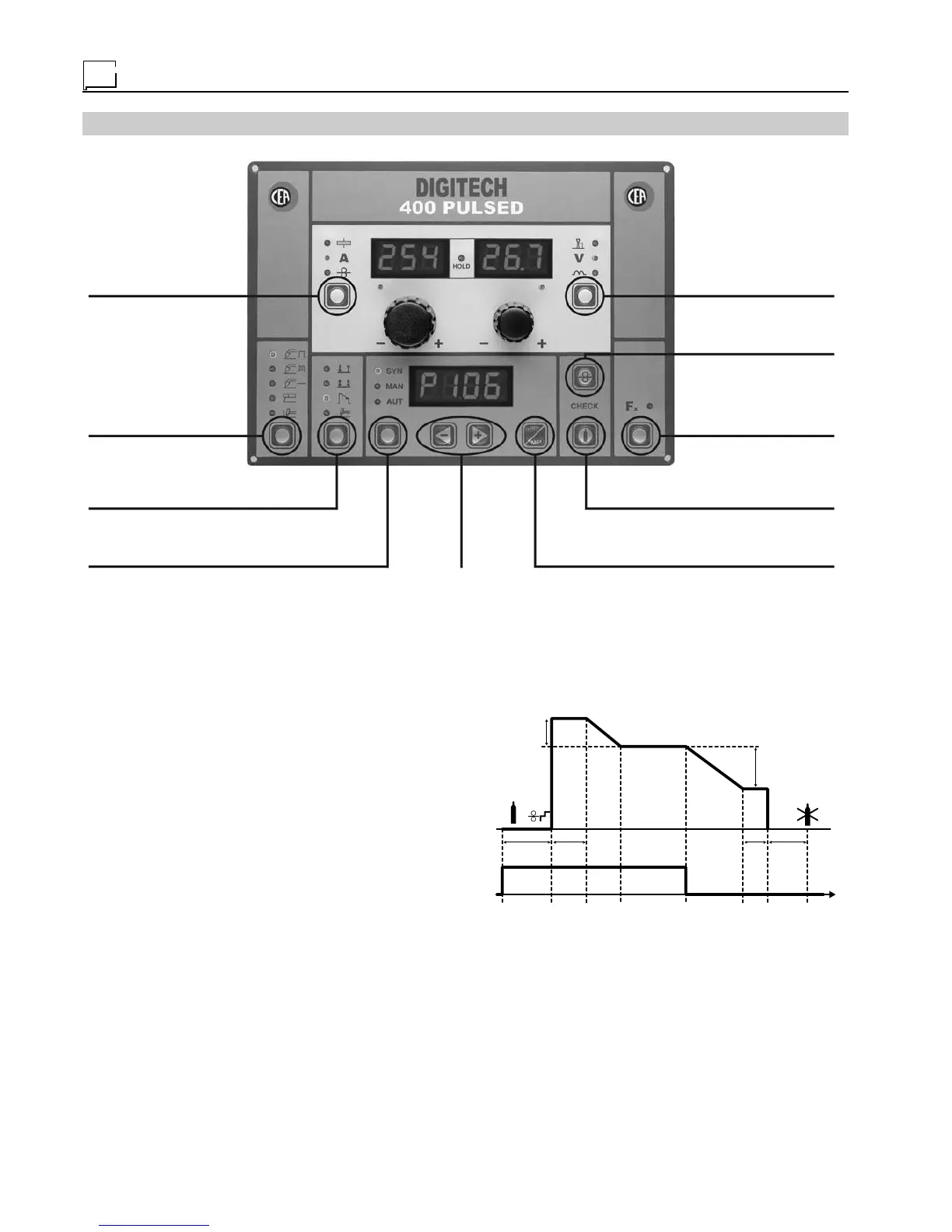
Панель управления DIGITECH 400 PULSED
КНОПКИ УПРАВЛЕНИЯ
Кнопка ВЫБОР ПАРАМЕТРОВ - A
Позволяет выбирать следующие параметры (если они
активны) и при каждом нажатии этой кнопки аппарат
переходит к выбору следующего параметра (эта функция
действительна для всех перечисленных кнопок), соблюдая
следующий порядок:
• ТОЛЩИНА СВАРИВАЕМОЙ ДЕТАЛИ - Диапазон
возможного регулирования (зависит от выбранного
процесса сварки) - от 0,6 до 25 мм с интервалом
регулирования в 0,1 мм;
• СВАРОЧНЫЙ ТОК - Диапазон возможного регулирования
(зависит от выбранного процесса сварки) - от 10 до 400 A
с интервалом регулирования в 1A;
• СКОРОСТЬ ПРОВОЛОКИ - Диапазон возможного
регулирования (зависит от выбранного процесса сварки)
– от 1 до 22 м/мин. с интервалом регулирования в 0,1 м/
мин.
Кнопка ПРОЦЕСС СВАРКИ
Позволяет выбирать один из 5 процессов сварки:
• ИМПУЛЬСНАЯ MIG;
• ДВУХИМПУЛЬСНАЯ MIG;
• MIG/MAG;
• ЭЛЕКТРОДОМ или MMA;
• TIG с зажиганием типа “LIFT”.
Кнопка РЕЖИМ СВАРКИ
Позволяет выбирать один из 5 режимов сварки:
• 2T (двухтактный)
При нажатии этой кнопки горелки выполняется цикл
сварки, а при отпускании сварка завершается.
• 4T (четырехтактный)
При нажатии и отпускании этой кнопки горелки начинается
цикл сварки. При нажатии и отпускании этой кнопки
горелки цикл сварки завершается.
• 2T С ЗАВАРКОЙ КРАТЕРА
Кнопка ВЫБОР
ПАРАМЕТРОВ - A
Кнопка ПРОЦЕСС
СВАРКИ
Кнопка РЕЖИМ
СВАРКИ
Кнопка РАБОЧИЙ РЕЖИМ
Кнопка ВЫБОР
ПАРАМЕТРОВ - В
Кнопка
ПРОКРУТКА
ПРОГРАММ
Кнопка ПРОБА
ПРОВОЛОКИ
Кнопка ОСОБЫЕ
ФУНКЦИИ
Кнопка ПРОБА
ГАЗА
Кнопка РАБ./ЗАП.
PrG [s]
SCt [s]
ECt [s]
PoG [s]
SLO [A/s]
SLO [A/s]
100%
CEC [%]
CSC [%]
StS [%]
1) При нажатии этой кнопки горелки зажигается дуга и
ток остается на значении НАЧАЛЬНЫЙ ТОК ЗАВАРКИ
КРАТЕРА (CSC) в течение времени, определенного
параметром ПРОДОЛЖИТЕЛЬНОСТЬ НАЧАЛЬНОГО
ТОКА (SCt).
Затем ток переключается на номинальное значение
(СВАРОЧНЫЙ ТОК) с уклоном, определенным
параметром СПАД (SLO).
2) При отпускании этой кнопки горелки ток
переключается на значение КОНЕЧНЫЙ ТОК ЗАВАРКИ
КРАТЕРА (CEC) с уклоном, определенным параметром
СПАД (SLO).
Затем ток остается на значении КОНЕЧНЫЙ ТОК
ЗАВАРКИ КРАТЕРА (CEC) в течение времени,
определенного параметром ПРОДОЛЖИТЕЛЬНОСТЬ
КОНЕЧНОГО ТОКА (ECt) до завершения сварки.