79
10) ДВУХИМПУЛЬСНЫЙ ТОК - Определяет в процентах
пиковое и базовое значение тока двойного импульса.
Указанное значение – это процентное изменение + и -
относительно среднего заданного значения сварочного
тока (dPC - от 0 до +100% с интервалом регулирования в
1%).
ПРИМЕР: Средний импульсный ток =120A -
Двухимпульсный ток = 180A- Базовый ток = 60A, если
двухимпульсный ток задан на положение 50.
11) ЧАСТОТА ДВОЙНОГО ИМПУЛЬСА - Определяет частоту
двойного импульса (FdP - от 0,5 до 5 Гц с интервалом
регулирования в 0,1 Гц);
12) ПРОДОЛЖИТЕЛЬНОСТЬ ТОЧЕЧНОЙ СВАРКИ - Время,
в течение которого выполняется точечная сварка (после
нажатия кнопки горелки), после которого дуга
выключается автоматически (SPt - от 0,1 до 20 секунд с
интервалом регулирования в 0,1 секунды).
13)АВТОМАТИЧЕСКИЙ СПАД ТОКА - Уклон тока для
перехода с одного уровня на другой; может применяться
при использовании последовательностей сварки (ACS -
от 5A/с до 500A/с с интервалом регулирования в 5A/с).
Определяет также скорость изменения сварочного тока
после регулирования, выполненного работником.
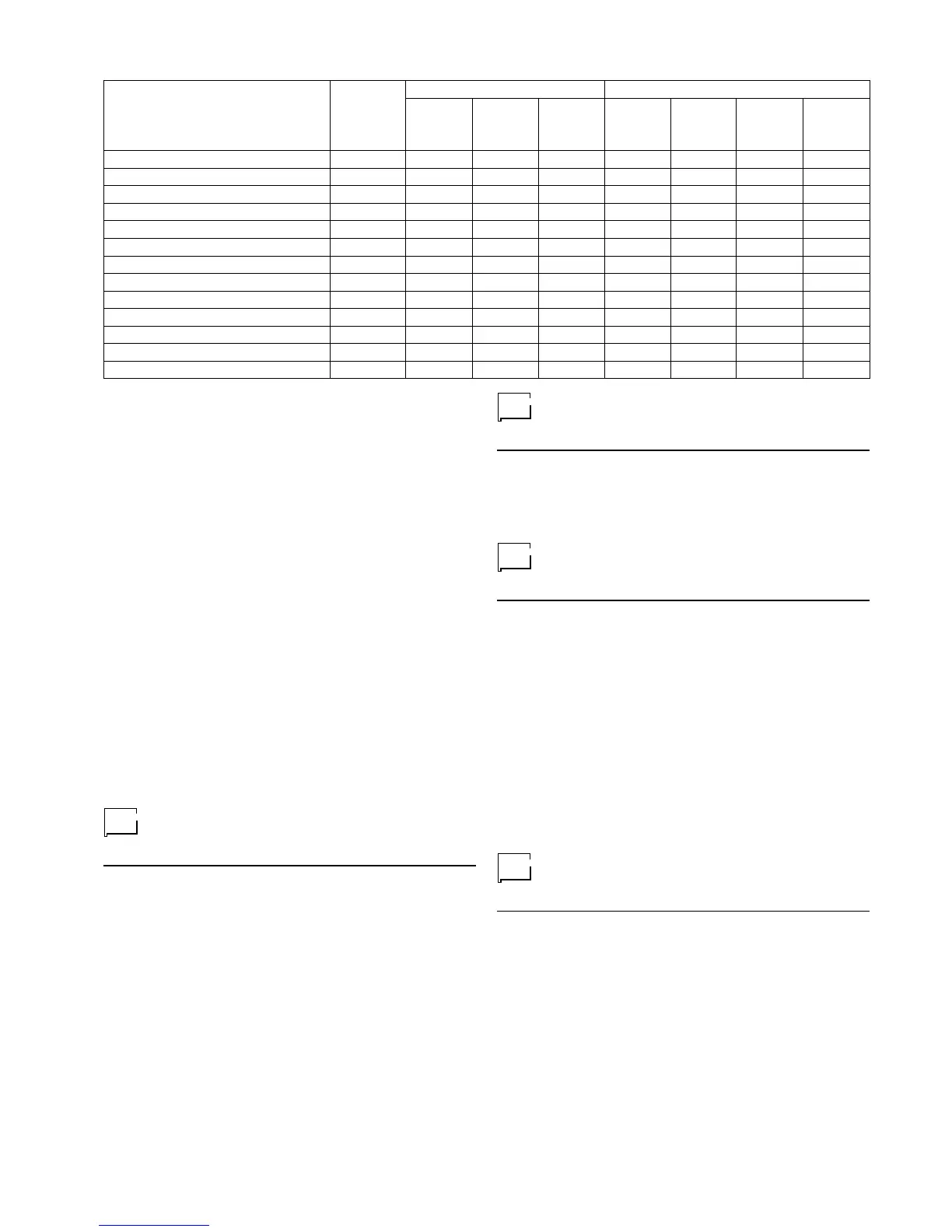
В таблице 6 приводится краткая сводка наличия
специальных функций в различных процессах и режимах
сварки.
Создание и запись в память новых
автоматических точек сварки
После определения новой точки сварки (см. параграф
“АВТОМАТИЧЕСКИЙ рабочий режим”) выполните
следующие операции:
• Нажмите кнопку РАБ./ЗАП. (светодиод АВТ. включен) так,
чтобы на дисплее ОТОБРАЖЕНИЕ ПРОГРАММ (dVP)
появилась, мигая, первая свободная и/или имеющаяся в
наличии точка сварки;
• Нажмите кнопку РАБ./ЗАП. так, чтобы на дисплее dVP
появилась надпись “Sto”, и отпустите ее;
• По завершении операции сохранения программа
автоматически устанавливается на последнюю
сохраненную точку сварки.
ПРИМЕЧАНИЕ: Создание автоматической точки сварки
связано с записью в память всех связанных с ней особых
функций.
Вызов записанных в память
автоматических точек
Для вызова записанных ранее в память точек сварки
необходимо войти в АВТОМАТИЧЕСКИЙ рабочий режим и
нажать затем кнопки ПРОКРУТКА ПРОГРАММ для выбора
и отображения записанных в память точек сварки.
Копирование и изменение
автоматических точек сварки
После вызова автоматической точки, которую вы желаете
скопировать или изменить, выполните следующие операции:
• Удерживайте нажатой кнопку РЕЖИМ СВАРКИ в течение
3 секунд; при этом аппарат переключается в ручной и
синергетический режим, позволяя корректировать все
параметры, записанные в вызванной точке. При этом
можно изменить одну или несколько настроек и сохранить
автоматическую точку, перезаписывая предыдущую (т. е.
меняя ее) или запомнить ее в другой программе (см.
параграф “Создание и запись в память новых точек
сварки”). Для выбора положения для записи точки сварки
в память используйте кнопку ПРОКРУТКА ПРОГРАММ. Для
записи в память удерживайте нажатой кнопку РАБ./ЗАП.
до тех пор, пока на дисплее ОТОБРАЖЕНИЕ ПРОГРАММ
(dVP) не появится надпись “Sto”.
Стирание автоматической точки
сварки
Для стирания автоматической точки сварки, уже записанной
в АВТОМАТИЧЕСКОМ рабочем режиме любого процесса,
необходимо, при выключенной сварке, выполнить
следующие операции:
• установитесь на нужную автоматическую точку сварки;
• нажмите кнопку РАБ./ЗАП. на 5 секунд;
• на дисплее появляется немигающая надпись “CLR”;
• при отпускании кнопки выбранная автоматическая точка
сварки стирается.
После стирания автоматической точки сварки аппарат
устанавливается на действенную автоматическую точку
сварки. Если нет действенных автоматических точек сварки,
аппарат отображает надпись “NA1”, как это происходит при
входе в АВТОМАТИЧЕСКИЙ режим без автоматических
точек сварки. Свободное пространство может заниматься
Таблица 6
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
ОБОЗН.
StS
bub
PrG
POG
CSC
SCt
CEC
ECt
SLO
dPC
FdP
SPt
ACS
СКОРОСТЬ ПРИБЛИЖЕНИЯ ПРОВОЛОКИ
РАСТЯЖКА ДУГИ
ГАЗ ДО СВАРКИ
ГАЗ ДО ЗАВЕРШЕНИЯ СВАРКИ
НАЧАЛЬНЫЙ ТОК ЗАВАРКИ КРАТЕРА
ПРОДОЛЖИТЕЛЬНОСТЬ НАЧАЛЬНОГО ТОКА
КОНЕЧНЫЙ ТОК ЗАВАРКИ КРАТЕРА
ПРОДОЛЖИТЕЛЬНОСТЬ КОНЕЧНОГО ТОКА
СПАД
ТОК ДВОЙНОГО ИМПУЛЬСА
ЧАСТОТА ДВОЙНОГО ИМПУЛЬСА
ПРОДОЛЖИТЕЛЬНОСТЬ ТОЧЕЧНОЙ СВАРКИ
АВТОМАТИЧЕСКИЙ СПАД ТОКА
РЕЖИМ СВАРКИПРОЦЕСС СВАРКИ
ВЕЛИЧИНА
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
MIG/MAG
ИМПУЛЬСНАЯ
MIG
ДВУХ-
ИМПУЛЬСНАЯ
MIG
2T/4T
ТОЧЕЧНАЯ
СВАРКА
2T С
ЗАВАРКОЙ
КРАТЕРА
✔
✔
✔
✔
✔
✔
✔
✔
✔
✔
4T С
ЗАВАРКОЙ
КРАТЕРА