45
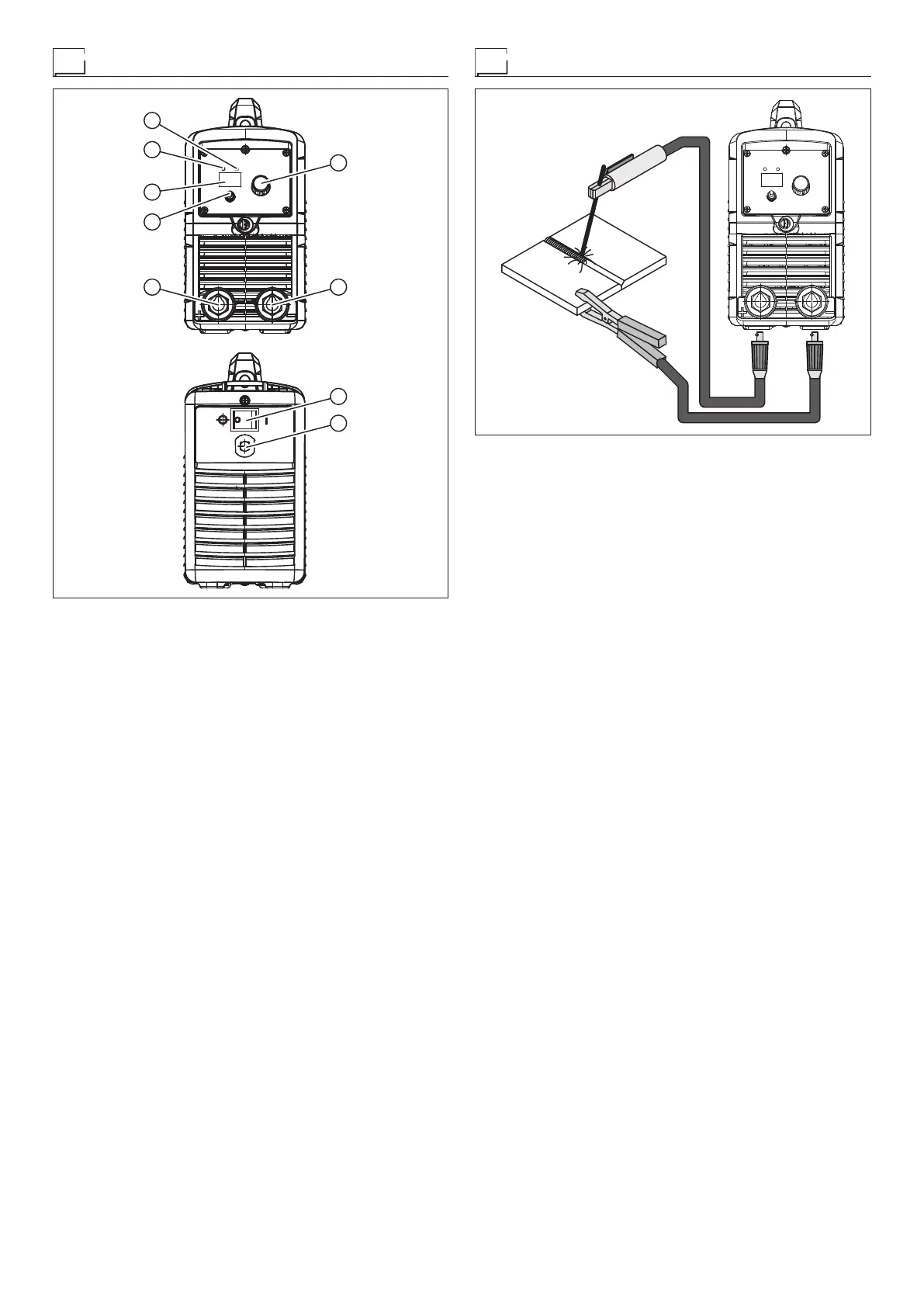
SpawanieelektrodąMMA(Rys.B)
RYS. B
Spawanie elektrodą jest stosowane do spawania większości
metali (różne rodzaje stali itp.) za pomocą otulonych elektrod
rutylowych i zasadowych o średnicach od Ø 1,6 mm do Ø 4
mm.
1) Podłączenie przewodów spawalniczych:
•
Zawsze po odłączeniu urządzenia od sieci elektrycznej,
podłączyć przewody spawalnicze do zacisków wyjścio-
wych (dodatni i ujemny) spawarki, łącząc je z uchwytem
elektrody i z przewodem masowym z zachowaniem bie-
gunowości wymaganej dla rodzaju stosowanej elektro-
dy (Rys. B).
•
W każdym przypadku należy przestrzegać instrukcji pro-
ducentów elektrod. Przewody spawalnicze powinny być
możliwie jak najkrótsze, powinny znajdować się blisko
siebie i powinny być umieszczone na poziomie podło-
gi lub blisko niej.
2) Wyregulować prąd spawania za pomocą potencjometru
(Poz. 3, Rys. A).
3) Wyregulować przełącznik procesu (Poz. 4, Rys. A) do po-
zycji ELEKTRODA (dźwignia przełącznika przesunięta w
prawą stronę).
4) Uruchomić spawarkę, wybierając pozycję”I” na wyłączni-
ku linii (Poz. 8, Rys. A).
5) zielona dioda (Poz. 1, Rys. A) oznacza, że spawarka jest
podłączona do zasilania i gotowa do pracy.
6) Wykonać spawanie zbliżając palnik do spawanego przed-
miotu. Zajarzenie łuku (szybkie dociśnięcie elektrody do
metalu, a następnie jej podniesienie) powoduje stopienie
elektrody, której otulina tworzy ochronną warstwę żużla.
Następnie należy kontynuować spawanie, przesuwając
elektrodę z lewej strony na prawą, zachowując nachyle-
nie około 60° do metalu w stosunku do kierunku spawania.
Zasadyobsługi
RYS. A
8
3
67
4
5
1
2
9
URZĄDZENIASTERUJĄCEIKONTROLNE(Rys.A)
Poz. 1 Zielona dioda ZASILANIE. Zaświecenie tej diody
oznacza, że spawarka jest podłączona do zasilania
i gotowa do pracy.
Poz. 2 Zółta dioda TERMOSTAT. Zaświecenie tej diody
oznacza, że zadziałało zabezpieczenie termiczne,
ponieważ użytkownik pracuje poza cyklem pracy.
Odczekać kilka minut przed kontynuowaniem spa-
wania.
Poz. 3 Potencjometr regulacji prądu spawania.
Poz. 4 Przełącznik 2 procesów spawania:
•
ELEKTRODA - Do spawania elektrod zasadowych
i rutylowych z urządzeniem “Arc Force” i “Hot Start”.
• TIG - Do spawania z zajarzeniem typu “Lift”.
Poz. 5 Wyświetlacz cyfrowy umożliwiający precyzyjne usta-
wienie prądu spawania.
Poz. 6 Szybkozłącze o polaryzacji ujemnej.
Poz. 7 Szybkozłącze o polaryzacji dodatniej.
Poz. 8 Wyłącznik linii. W pozycji “O” spawarka jest wyłączo
-
na.
Poz. 9 Przewód zasilający spawarki.
 Loading...
Loading...






