56
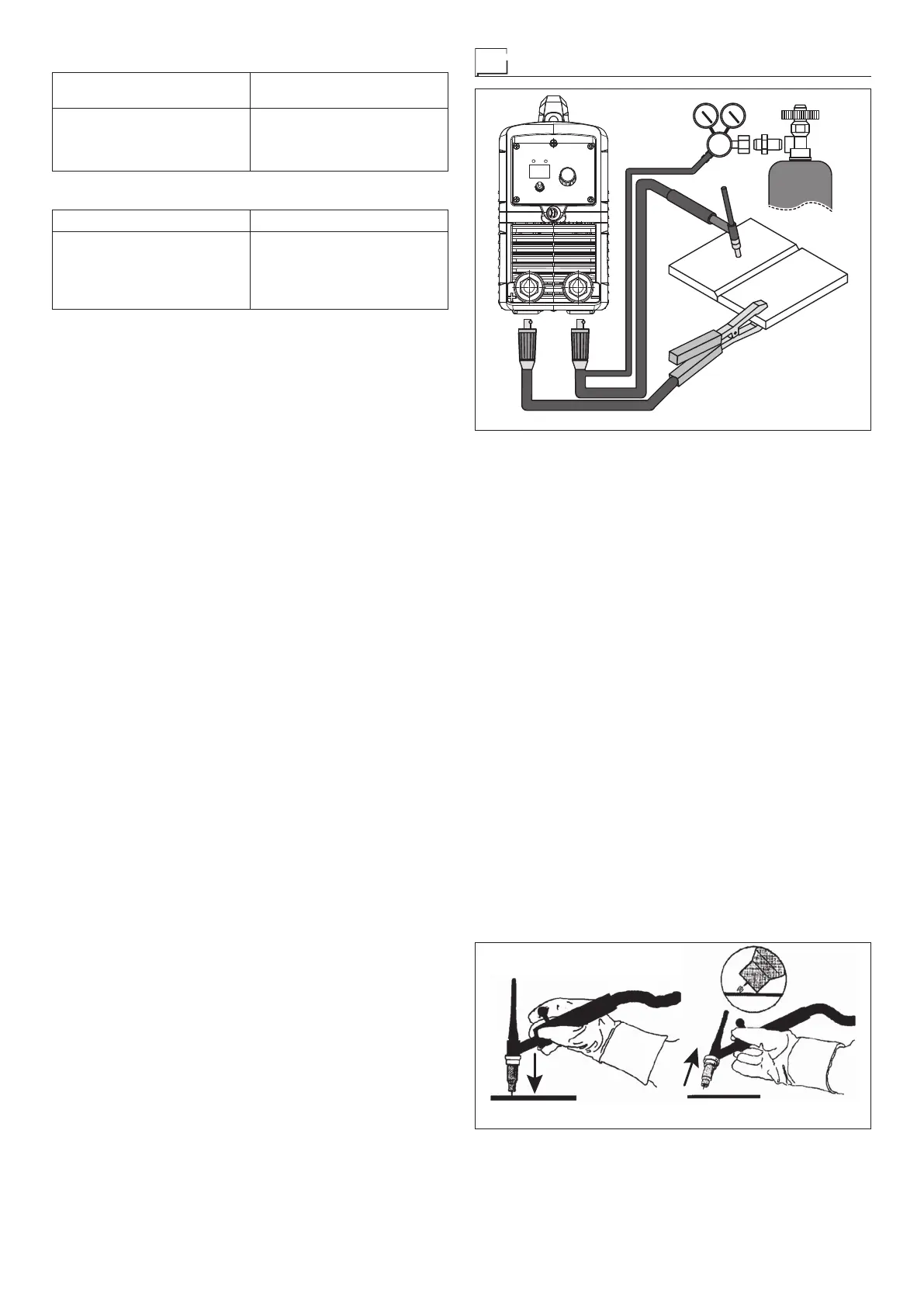
TIG hegesztés (C ábra)
C. ábra
A TIG hegesztés során egy volfrám elektródával gyújtott ív ol-
vasztja meg a munkadarab fémanyagát.
A hegfürdőt és az elektródát egy gázburok védi (argon).
Ezt az eljárást leginkább vékony anyagok esetén használjuk,
illetve, ha minőségi varrat az elvárás.
1) A hegesztő kábelek csatlakoztatása:
•
Csatlakoztassa a gázcső egyik végét a TIG hegesz-
tőpisztoly gázcsatlakozójához és a másik végét az ar-
gon gáz palackjához és nyissa ki a palackot.
• Kikapcsolt gép mellett:
-
Csatlakoztassa a testkábelt a gép +(pozitív) szimbó
-
lummal jelölt gyorscsatlakozójához.
-
Csatlakoztassa a testcsipeszt a hegesztendő mun-
kadarabhoz vagy a munkadarabtartó asztalhoz egy
rozsda-, festék- és zsírmentes felületen.
-
Csatlakoztassa a TIG hegesztőpisztoly teljesítmény-
kábelét a gép – (negatív) szimbólummal jelölt gyors-
csatlakozójához.
2) Állítsa be a hegesztőáramot a potenciométerrel (A ábra,
3).
3) Állítsa az üzemmód választót (A ábra, 4) a TIG állásba (a
kapcsolót balra fordítva).
4) Helyezze működésbe a hegesztőgépet a hálózati kapcso-
ló I állásba kapcsolásával (A ábra, 8).
5) A tápellátást jelző zöld LED (A ábra, 1) jelzi, hogy a he-
gesztőgép feszültség alatt van és üzemkész.
6) Állítsa be a gázáramlást a TIG pisztoly szelepének kézi el-
forgatásával.
7) A "Lift" funkció begyújtja a hegesztőívet, amikor TIG pisz-
toly elektródája érintkezik a munkadarabbal, majd eltávo-
lodik attól (lásd a D ábrát).
8) Végezze el a TIG hegesztést.
D. ábra
3. táblázat
HEGESZTÉSI VASTAGSÁG
(mm)
Ø ELEKTRÓDA (mm)
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
2
2,5
3,2
4
4. táblázat
Ø ELEKTRÓDA (mm) ÁRAMERŐSSÉG(A)
1,6
2
2,5
3,2
4
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 200
MUNKADARAB
A hegesztendő munkadarabot mindig csatlakoztatni kell a föl-
deléshez az elektromágneses kibocsátások csökkentése ér-
dekében. Ám különösen ügyelni kell arra, hogy a munkadarab
földelése ne növelje a balesetveszélyt vagy a más elektromos
készülékek károsodásának veszélyét.
A munkadarab földeléséhez ajánlott egy közvetlen csatlakozást
biztosítani a munkadarab és a földelőakna között. Azokban az
országokban, ahol ez a típusú csatlakoztatás nem engedé-
lyezett, csatlakoztassa a munkadarabot a földeléshez a helyi
szabványoknak megfelelő kondenzátorok révén.
HEGESZTÉSI PARAMÉTEREK
A 3. táblázat általános útmutatást tartalmaz az elektróda ki
-
választásához a hegesztendő anyag vastagságának függvé-
nyében.
A táblázat tartalmazza az egyes elektródákhoz használandó
hegesztőáram-értékeket a közönséges acél és gyengén ötvö-
zött acél hegesztéséhez. A táblázatban szereplő adatok csak
tájékoztató jellegűek, a pontos érték kiválasztásához olvassa
el az elektróda gyártójának utasításait!
Az alkalmazandó áramerősség a hegesztési pozícióktól és a
kötés típusától függ, és a munkadarab vastagságával és mé-
reteivel arányosan növekszik.
Az egyes hegesztési típusoknál alkalmazandó áramerősség
értéke a 4. táblázatban megadott szabályozási tartományon
belül:
•
Magas a vízszintes vályú helyzetben történő hegesztésnél, a
vízszintes haránt helyzetben történő hegesztésnél és a füg-
gőlegesen lentről felfelé történő hegesztésnél.
• Közepes a fejfeletti hegesztésnél.
•
Alacsony a függőlegesen fentről lefelé történő hegesztésnél
és kisméretű, előmelegített darabok egyesítésénél.
A normál acél hegesztéséhez használt elektródákkal történő
hegesztés esetében az áramerősség hozzávetőleges kiszámí-
tására a következő egyenlet alkalmazható:
I = 50 x (Øe - 1)
Ahol:
I = hegesztési áram erőssége
Øe = elektróda átmérője
Példa:
Elektróda átmérő: 4 mm
I = 50 x (4 -1) = 50 x 3 = 150A
 Loading...
Loading...






