46
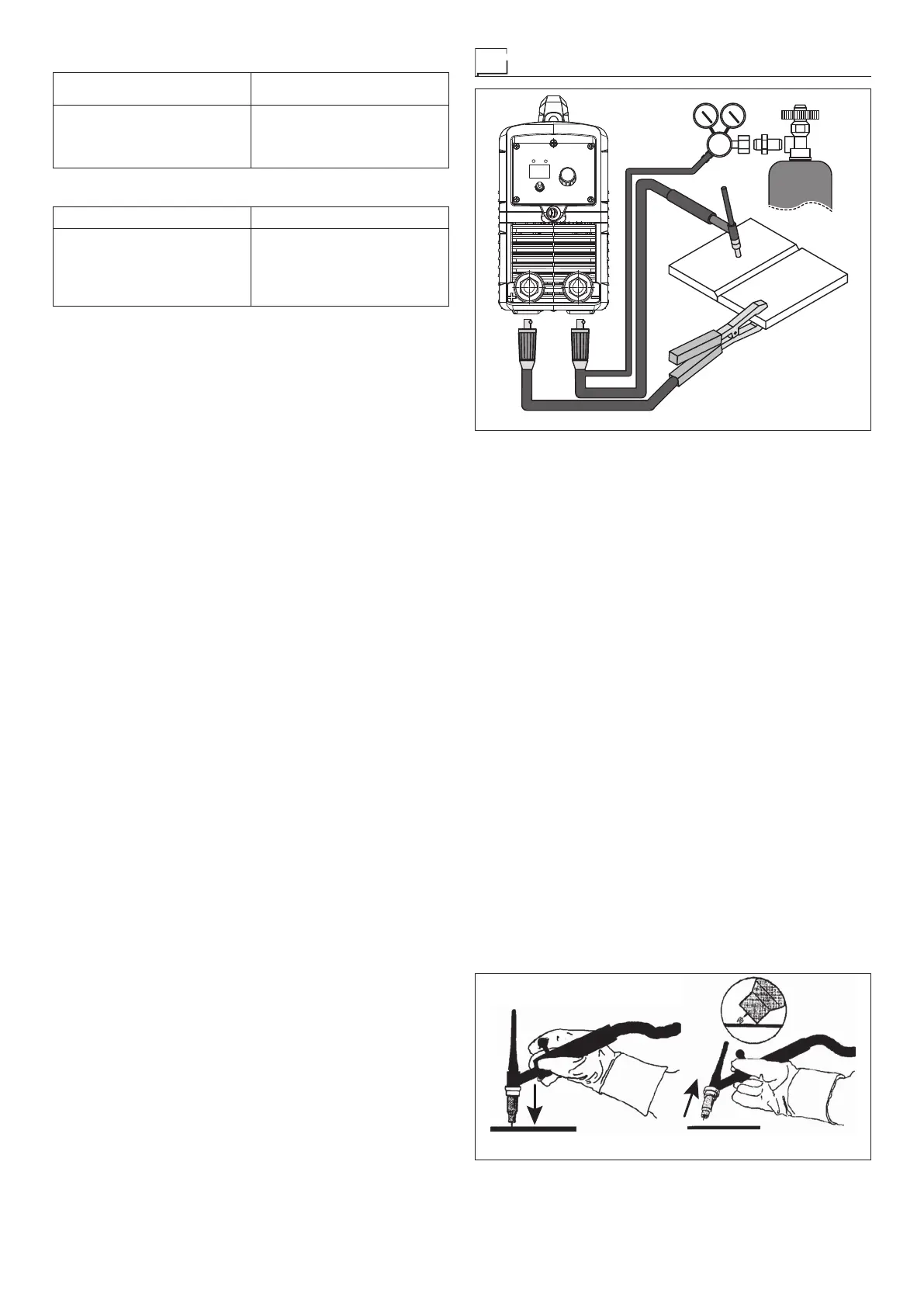
Spawanie TIG (Rys.C)
RYS. C
Spawanie metodą TIG topi metal spawanego przedmiotu, wy-
korzystując łuk elektryczny zajarzony za pomocą elektrody wol-
framowej.
Stopione jeziorko spawalnicze i elektroda są chronione ga-
zem (Argon).
Jest ona przydatna przy spawaniu cienkich blach i gdy wyma-
gana jest wysoka jakość.
1) Podłączenie przewodów spawalniczych:
• Podłączyć przewód gazowy jednym końcem do przyłą-
cza gazowego na trzonku palnika TIG, a drugim do butli
z gazem argon i otworzyć ją.
• Przy wyłączonej maszynie:
-
Podłączyć przewód masowy do szybkozłącza ozna-
czonego symbolem „+” (plus).
-
Podłączyć odpowiedni zacisk masowy do spawanego
przedmiotu lub do płaszczyzny na przedmioty w miej-
scu wolnym od rdzy, farby, smaru itp.
- Podłączyć kabel zasilający palnika TIG do szybkozłą-
cza oznaczonego symbolem „-” (minus).
2) Wyregulować prąd spawania za pomocą potencjometru
(Poz. 3, Rys. A).
3) Wyregulować przełącznik procesu (Poz. 4, Rys. A) do po-
zycji TIG (dźwignia przełącznika przesunięta w lewą stro-
nę).
4) Uruchomić spawarkę, wybierając poz. “I” na wyłączniku
linii (Poz. 8, Rys. A).
5) zielona dioda (Poz. 1, Rys. A) oznacza, że spawarka jest
podłączona do zasilania i gotowa do pracy.
6) Wyregulować przepływ gazu obracając ręcznie zawór na
palniku TIG.
7) Funkcja “Lift” powoduje zajarzenie łuku, gdy elektroda pal-
nika TIG zetknie się ze spawanym elementem, a następ-
nie zostaje oddalona (patrz Rys. D).
8) Wykonać spawanie metodą TIG.
RYS. D
Tabela 3
GRUBOŚĆSPAWANIA(mm) Ø ELEKTRODY (mm)
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
2
2,5
3,2
4
Tabela 4
Ø ELEKTRODY (mm) PRĄD(A)
1,6
2
2,5
3,2
4
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 200
SPAWANY ELEMENT
Spawany element powinien być zawsze uziemiony w celu
zmniejszenia emisji elektromagnetycznych. Należy jednak za-
dbać o to, aby uziemienie spawanego przedmiotu nie zwięk-
szało ryzyka wypadków użytkownika lub uszkodzeń innych
urządzeń elektrycznych.
W przypadku konieczności podłączenia spawanego przedmio-
tu do uziemienia, należy wykonać bezpośrednie połączenie po-
między spawanym przedmiotem a studzienką uziomową. W
krajach, w których takie połączenie jest niedozwolone, należy
podłączyć spawany element do uziemienia za pomocą odpo-
wiednich kondensatorów zgodnie z przepisami danego kraju.
PARAMETRY SPAWANIA
Tabela 3 zawiera ogólne wskazówki dotyczące wyboru elektro-
dy w zależności od grubości spawanych materiałów.
W tabeli podano wartości prądu, jakie należy stosować z od-
powiednimi elektrodami do spawania stali zwykłych i niskosto-
powych. Dane te nie są bezwzględne, a jedynie orientacyjne;
w celu dokładnego doboru należy kierować się wskazówkami
podanymi przez producentów elektrod.
Stosowane natężenie prądu zależy od pozycji spawania, ro-
dzaju spoiny i zmienia się w zależności od grubości i wymia-
rów spawanego przedmiotu.
Wartość natężenia prądu, jaką należy zastosować dla różnych
rodzajów spawania, w zakresie ustawień podanych w tabe-
li 4, wynosi:
•
Wysoka wartość dla spawania podolnego, nabocznego i pio-
nowego z dołu do góry.
• Średnia wartość dla spawania pułapowego.
•
Niska wartość dla spawania pionowego z góry w dół i łą-
czenia wstępnie nagrzanych elementów o niewielkich wy-
miarach.
Dość przybliżone wskazanie średniego natężenia prądu, jakie
należy stosować przy spawaniu zwykłymi elektrodami stalowy-
mi, daje następujący wzór:
I = 50 x (Øe - 1)
Gdzie:
I = natężenie prądu spawania
Øe = średnica elektrody
Przykład:
Średnica elektrody 4 mm
I = 50 x (4 -1) = 50 x 3 = 150A
 Loading...
Loading...






