66
Таблица3
СВАРИВАЕМАЯ
ТОЛЩИНА(мм)
ØЭЛЕКТРОДА(mm)
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
2
2,5
3,2
4
Таблица4
ØЭЛЕКТРОДА(mm) ТОК(A)
1,6
2
2,5
3,2
4
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 200
СВАРИВАЕМАЯДЕТАЛЬ
Свариваемая деталь для снижения электромагнитной
эмиссии должна всегда быть подключена к заземлению.
Однако необходимо внимательно следить за тем, чтобы
подключение заземления свариваемой детали не повы-
шало риск травмы эксплуатационника или повреждения
другого электрооборудования.
Когда необходимо подключить свариваемую деталь к за-
землению, рекомендуется выполнять прямое подключение
между деталью и чехлом заземления. В странах, в которых
такое подключение не разрешается, подключайте свари-
ваемую деталь к заземлению при помощи специальных
конденсаторов в соответствии с национальными нормами.
ПАРАМЕТРЫСВАРКИ
В таблице 3 приводятся некоторые общие указания для вы
-
бора электрода в зависимости от свариваемой толщины.
В таблице приводятся значения тока для использования
с соответствующими электродами для сварки обычной и
низколегированной стали. Эти данные всего лишь ориен-
тировочны; для точного выбора соблюдайте указания про-
изводителей электродов.
Используемый ток зависит от положений сварки, типа шва
и растет с увеличением толщины и размеров детали.
Значение силы тока, используемое для различных типов
сварки, в диапазоне регулирования, приведенном в табли-
це 4:
•
Высокое для сварных швов на плоскости, на плоскости
фронтальных и восходящих по вертикали.
• Среднее для сварных швов над головой.
• Низкое для нисходящей сварки по вертикали и для сое-
динения подогретых деталей небольших размеров.
Указание, достаточно приблизительное, по среднему току
для использования при сварке электродами для нормаль-
ной стали, дается следующей формулой:
I = 50 x (Øe - 1)
Где:
I = сила сварочного тока
Øe = диаметр электрода
Пример:
Диаметр электрода 4 мм
I = 50 x (4 -1) = 50 x 3 = 150A
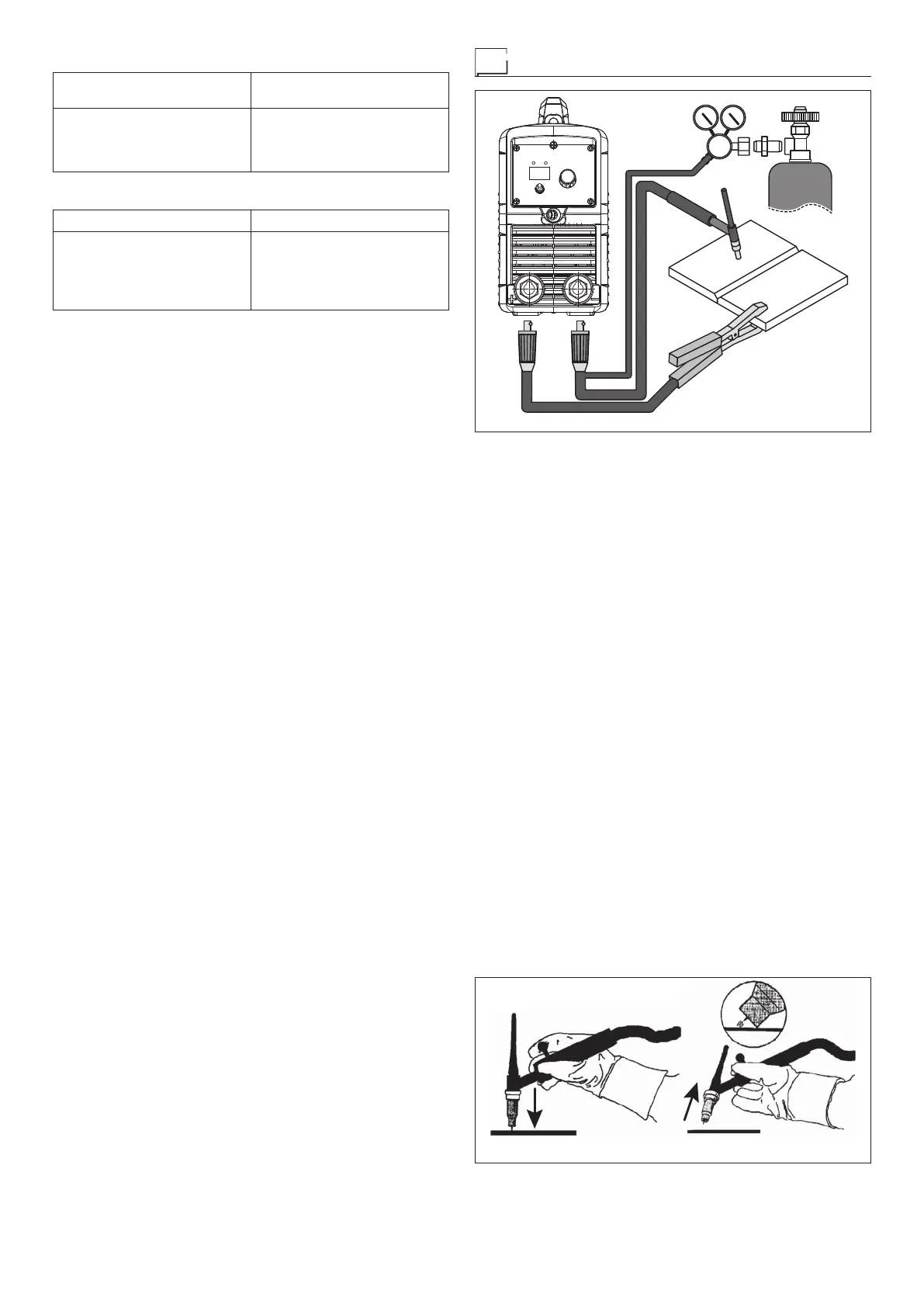
СваркаTIG(Рис.C)
РИС.C
При сварке TIG металл свариваемых деталей плавится ду-
гой, зажигаемой вольфрамовым электродом.
Флюс и электрод защищаются газом (аргоном). Этот вид
сварки подходит для сварки тонких листов и когда требу-
ется повышенное качество.
1) Подключение сварочных кабелей:
•
Подсоедините трубу газа с одной стороны к штуцеру
для газа на горелке TIG, а с другой - к газовому бал-
лону с аргоном и откройте его.
• При выключенном аппарате:
- Подсоедините кабель массы к быстрому соедини-
телю, обозначенному символом + (плюс).
-
Подсоедините соответствующий зажим массы к
свариваемой детали или к опоре детали в зоне,
свободной от ржавчины, краски и пластичной смаз-
ки.
-
Подсоедините силовой кабель горелки TIG к бы-
строму соединителю, обозначенному символом -
(минус).
2) Отрегулируйте сварочный ток потенциометром (Поз. 3,
Рис. A).
3) Установите переключатель процесса (Поз. 4, Рис. A) в
положение TIG (рычажок переключателя влево).
4) Включите сварочный аппарат, устанавливая сетевой
выключатель в поз. “I” (Поз. 8, Рис. A).
5) Включение зеленый светодиода (Поз. 1, Рис. A) указы-
вает, что сварочный аппарат находится под напряже-
нием и готов к работе.
6) Отрегулируйте расход газа, поворачивая вручную кла-
пан на горелке TIG.
7) Функция «Lift» вызывает зажигание дуги при контакте,
а затем отводе электрода горелки TIG от свариваемой
детали (см. Рис. D).
8) Выполните дуговую сварку в среде инертного газа.
РИС.D
 Loading...
Loading...






