50/60
Bi-level frequency.
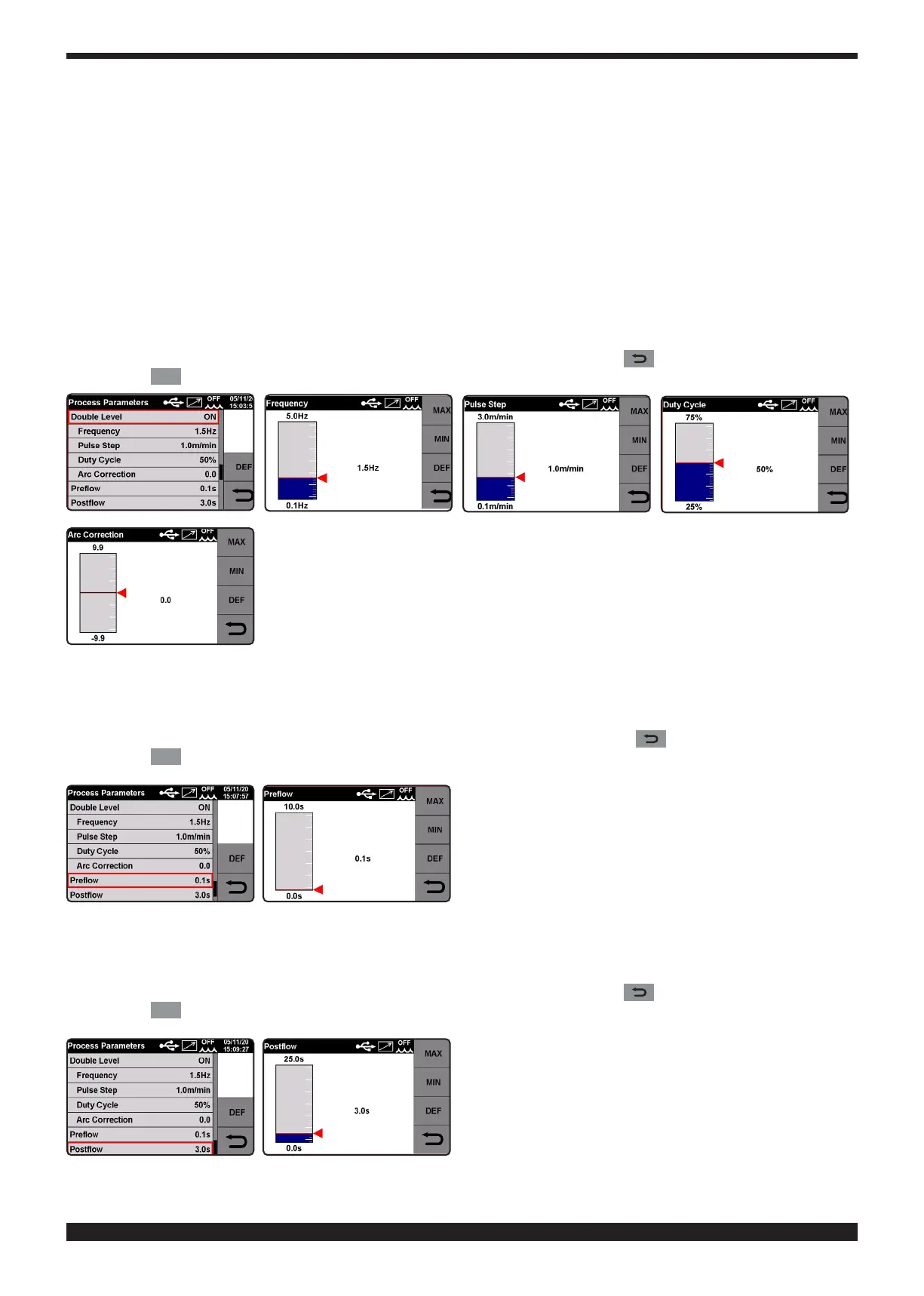
The frequency in Hertz is the number of periods per second. Period means the alternation between high and low
speeds.
The welder uses the low speed, which does not penetrate, to switch from one mesh to the next; High speed, cor-
responding to maximum current, is the speed that penetrates and implements the mesh. The operator will stop to
implement the mesh.
Speed difference This is the amplitude of the speed change in m/min.
The speed change determines whether the m/min is added to or subtracted from the reference speed described abo-
ve. All other parameters being equal, when the number increases the mesh becomes wider and penetration is deeper.
Working cycle. This is two-level time expressed as a percentage: the highest speed/current time for the period
duration. All other parameters being equal, it determines the mesh diameter and therefore the penetration.
Arc correction� Sets higher speed/current arc length.
Caution: when properly adjusted, the arc length is the same for both currents.
Turn knob 2 to select the parameter and conrm the selection by pressing the knob.
Adjust the value by turning knob 2 To conrm the selection press knob 2 or key .
Press the
DEF
key to restore factory settings.
• Preow.
Adjustment ranges from 0 to 10 seconds
Turn knob 2 to select the parameter and conrm the selection by pressing the knob.
Adjust the value by turning knob 2 Conrm the choice by pressing knob 2 or key .
Press the
DEF
key to restore factory settings.
• Postow.
Adjustment ranges from 0 to 25 seconds
Turn knob 2 to select the parameter and conrm the selection by pressing the knob.
Adjust the value by turning knob 2 To conrm the selection press knob 2 or key .
Press the
DEF
key to restore factory settings.