- 23 -
9. WELDING PREPARATION (continued)
9.4 TIG Welding Condition㧔for reference㧕
(1) TIG Welding Condition㧔PULSE “OFF”㧕
Material
Plate
Thickness
(mm)
Electrode Dia.
(mm)
Filler Wire Dia.
(mm)
Current
(A)
Argon Gas
Flow Rate
(ℓ/min)
No. of
Layer
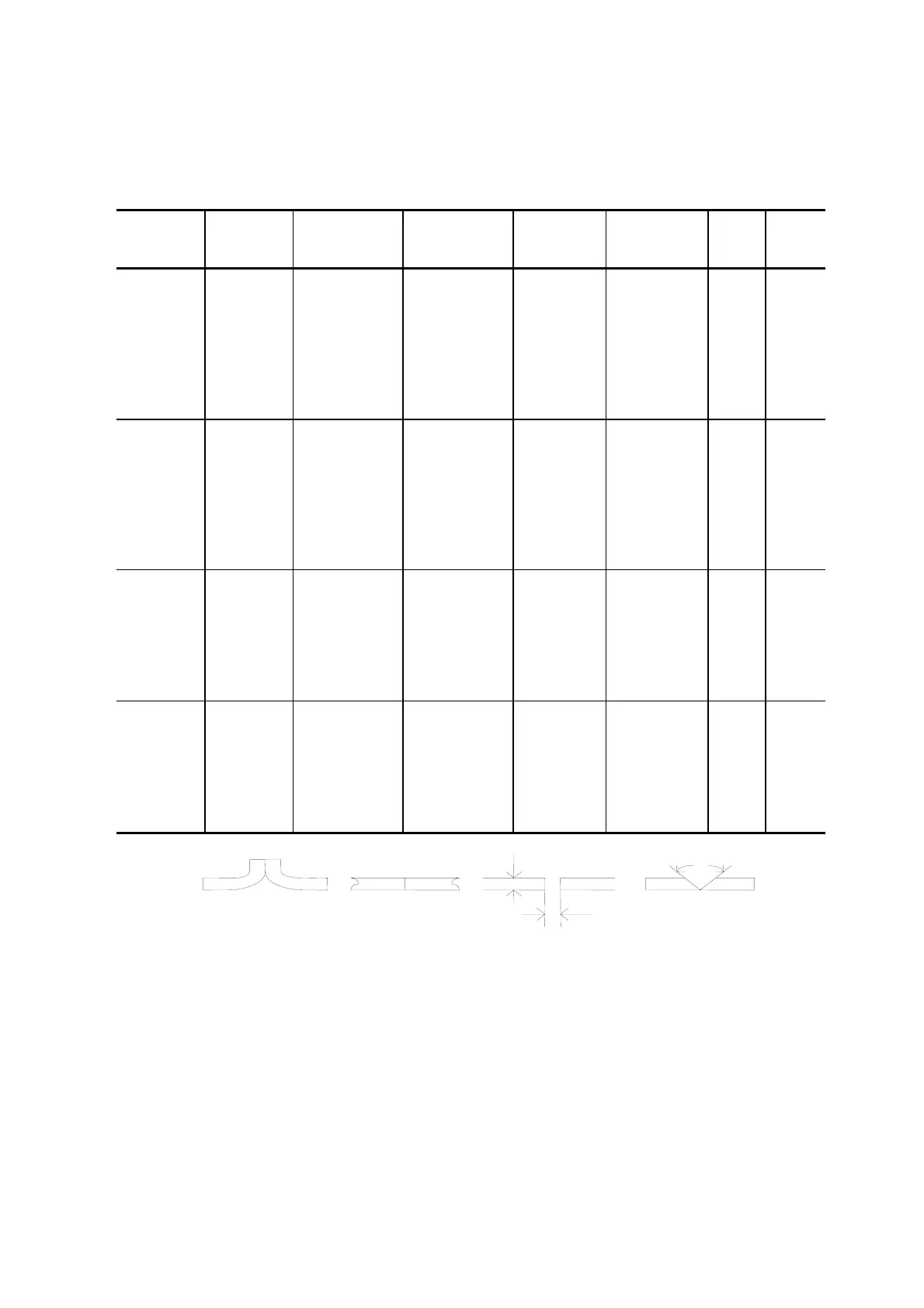
Bevel
Shape
Stainless
Steel
(DC,
Electrode
Negative)
0.6 1, 1.6 0 - 1.6 20 - 40 4 1 (a), (b)
1.0 1, 1.6 0 - 1.6 30 - 60 4 1 (a), (b)
1.6 1.6, 2.4 0 - 1.6 60 - 90 4 1 (b)
2.4 1.6, 2.4 1.6 - 2.4 80 - 120 4 1 (b)
3.2 2.4, 3.2 2.4 - 3.2 110 - 150 5 1 (b)
4.0 2.4, 3.2 2.4 - 3.2 130 - 180 5 1 (d), (c)
4.8 2.4, 3.2, 4 2.4 - 4.0 150 - 220 5 1 (d), (c)
6.4 3.2, 4, 4.8 3.2 - 4.8 180 - 250 5 1 - 2 (a), (c)
Deoxidized
Copper
(DC,
Electrode
Negative)
0.6 1, 1.6 0 - 1.6 50 - 70 3 - 4 1 (a), (b)
1.0 1.6 0 - 1.6 60 - 90 3 - 4 1 (a), (b)
1.6 2.4 1.6 - 2.4 80 - 120 3 - 4 1 (b)
2.4 2.4, 3.2 2.4 - 3.2 110 - 150 4 1 (b)
3.2 3.2, 4 3.2 - 4.8 140 - 200 4 - 5 1 (c)
4.0 3.2, 4, 4.8 4.0 - 4.8 180 - 250 4 - 5 1 (d), (c)
4.8 4, 4.8 4.8 - 6.4 250 - 300 5 - 6 1 (d), (c)
6.4 4, 4.8, 6.4 4.8 - 6.4 300 - 400 5 - 6 1 - 2 (d), (c)
Aluminum
(AC)
1.0 1.6 0 - 1.6 50 - 60 5
6 1 (a), (b)
1.6 1.6, 2.4 0 - 1.6 60 - 90 5
6 1 (a), (b)
2.4 1.6, 2.4 1.6 - 2.4 80 - 110 6 - 7 1 (b)
3.2 2.4, 3.2 2.4
4.0 100 - 140 6 - 7 1
(b)
4.0 3.2, 4.0 3.2 - 4.8 140 - 180 7 - 8 1
(b)
4.8 3.2, 4.0, 4.8 4.0 - 6.4 170 - 220 7 - 8 1
(b)
6.4 4.0, 4.8 4.0 - 6.4 200 - 270 8
12 1 - 2 (d), (c)
Magnesium
(AC)
1.0 1.6 0 - 1.6 30 - 40 3
4 1 (a)
1.6 1.6, 2.4 1.6 - 2.4 40 - 70 4
5 1 (b)
2.4 1.6, 2.4 1.6 - 2.4 60 - 90 4
5 1 (b)
3.2 1.6, 2.4 2.4
3.2 75 - 110 5 - 6 1
(b)
4.0 2.4, 3.2 3.2 - 4.0 90 - 120 5
6 1
(d), (c)
4.8 3.2, 4.0 3.2 - 4.8 110 - 150 5 - 6 1
(d), (c)
6.4 3.2, 4.0 4.0
4.8 130 - 170 6 - 7 1 - 2 (d), (c)
C ҇ t/3
(a) (b)
(c)
(d)
90q
t