Fig. 1
Fig. 2
Fig. 3
so
Centering the Cutter Lip by Grinding
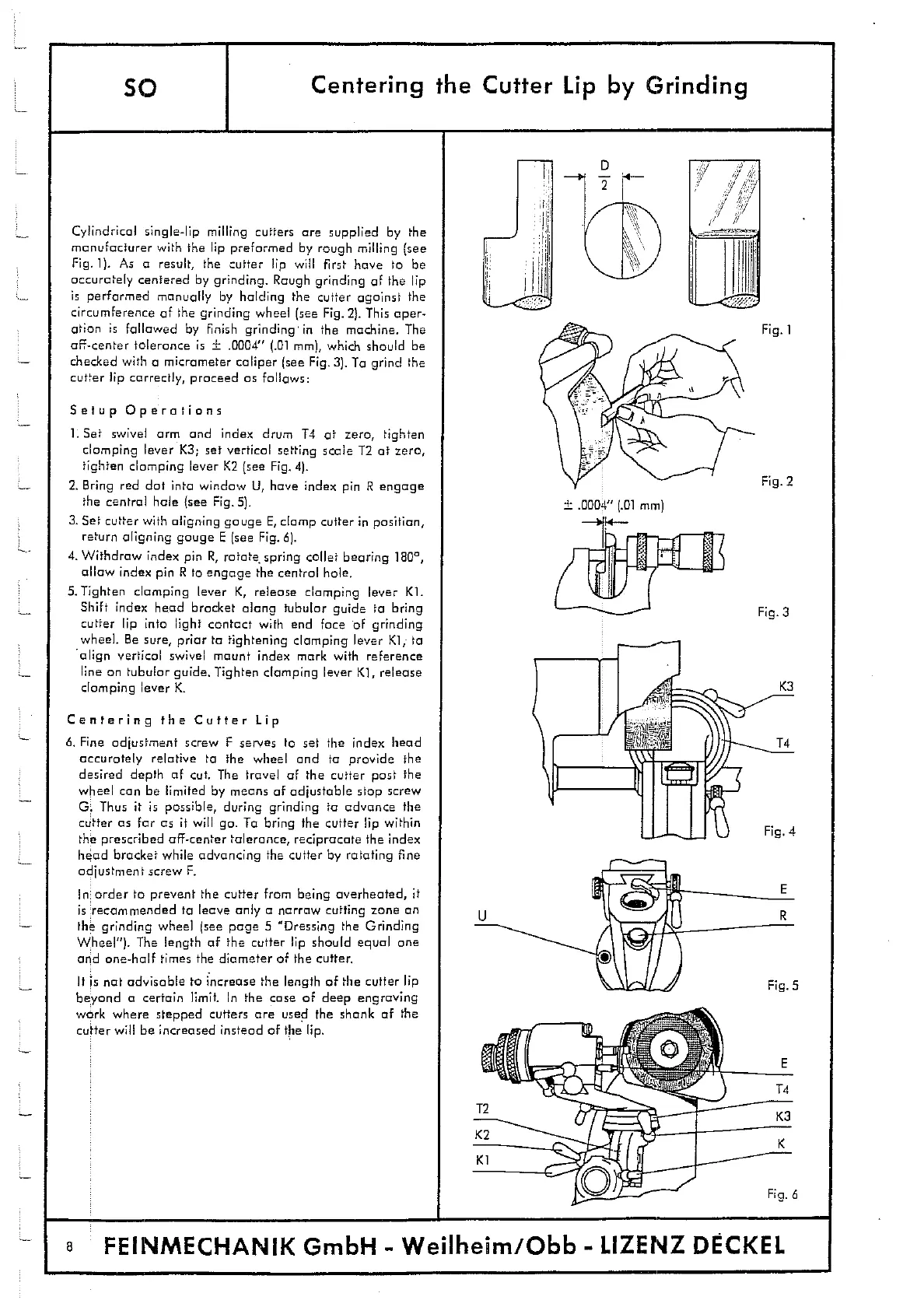
Cylindrical single-lip milling cutters are supplied by the
manufacturer with the lip preformed by rough milling (see
Fig.]). As o result, the cutter lip will first have to be
accurately centered by grinding. Rough grinding of the lip
is performed manually by holding the cutter against the
circumference of the grinding wheel (see Fig. 2). This oper-
ation is followed by finish grinding in the machine. The
off-center tolerance is ± .0004" (.01 mm), which should be
checked with a micrometer caliper (see Fig. 3). To grind the
cutter lip correctly, proceed as follows:
Setup Operations
I. Set swivel arm and index drum 14 at zero, tighten
clamping lever K3; set vertical setting scale T2 at zero,
tighten clamping lever K2 (see Fig. 4).
2.
Bring red dot into window U, have index pin R engage
the central hale (see Fig. 5).
3.
Set cutter with aligning gauge E, clamp cutter in position,
return aligning gouge E (see Fig. 6).
4.
Withdraw index pin R, rotate spring collet bearing 180,
allow index pin R to engage the central hole.
5.
Tighten clamping lever K, release clamping lever KI.
Shift index head bracket along tubular guide to bring
cutter lip into light contact with end face of grinding
wheel. Be sure, prior to tightening clomping lever Ki,- to
align vertical swivel mount index mark with reference
line on tubular guide. Tighten clamping lever K], release
clamping lever K.
Centering the Cutter Lip
6.
Fine adjustment screw F serves to set the index head
accurately relative to the wheel and to provide the
desired depth of cut. The travel of the cutter past the
wheel can be limited by means of adjustable stop screw
C. Thus it is possible, during grinding to advance the
cutter as far as it will go. To bring the cutter lip within
the prescribed off-center tolerance, reciprocate the index
head bracket while advancing the cutter by rotating fine
adjustment screw F.
In order to prevent the cutter from being overheated, it
is recommended to leave only a narrow cutting zone an
the grinding wheel (see page 5 "Dressing the Grinding
Wheel"). The length of the cutter lip should equal one
and one-half times the diameter of the cutter.
It is not advisable to increase the length of the cutter lip
beyond a certain limit. In the case of deep engraving
work where stepped cutters are used the shank of the
cutter will be increased instead of the lip.
8
FEINMECHANIK
GmbH - Weilheim/Obb
- LIZENZ DECKEL