Cutter Profiles - Tool Angles - Cutting Speeds
so
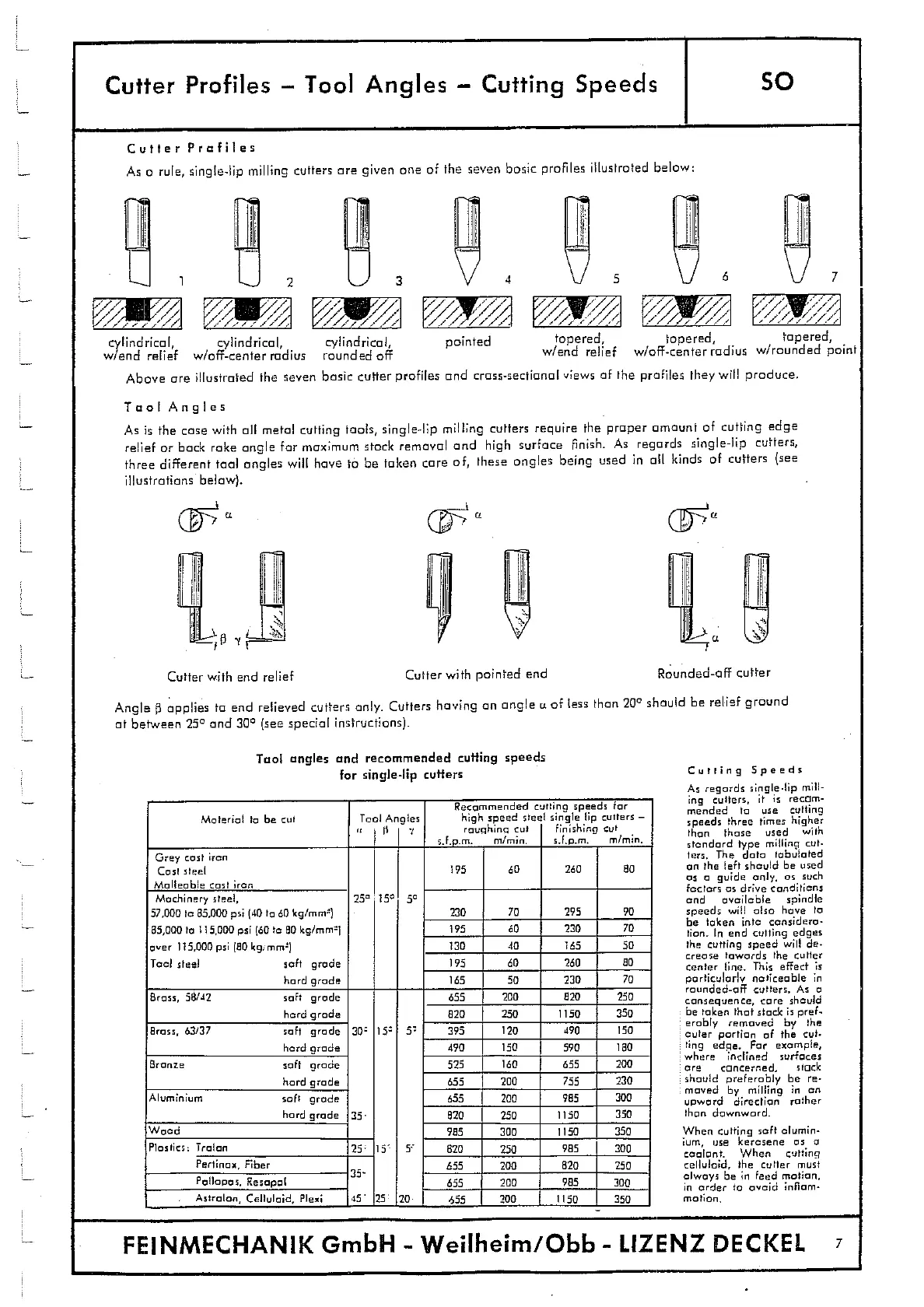
Cutter Profiles
As a rule, single-lip milling cutters are given one of the seven basic profiles illustrated below:
cylindrical
cylindrical,
cylindrical,
pointed
tapered,
tapered,
tapered,
w/end relief w/off-center radius rounded off
w/end relief w/off-center radius w/rounded pa
Above are illustrated the seven basic cutter profiles and cross-sectional views of the profiles they will produce.
Tool Angles
As is the case with all metal cutting tools, single-lip milling cutters require the proper amount of cutting edge
relief or bock rake angle for maximum stock removal and high surface Finish. As regards single-lip cutters,
three different tool angles will have to be taken care of, these angles being used in all kinds of cutters (see
illustrations below).
a
ME
i
f
I
To q
Cutter with end relief
Cutter with pointed end
Rounded-off cutter
Angle
P
applies to end relieved cutters only. Cutters having an angle uof less than 20
0
should be relief ground
at between 25° and 30
0
(see special instructions)-
Tool angles and recommended cutting speeds
for single-lip cutters
Recommended cutting speeds for
Material to be cut
Tool Angles
high speed steel single lip cutters -
-,
rouqhinq cut
finishing cut
s.f.p.m.
rn/rain.
s..l.p.rn.
n/rain.
Grey cast iron
Cost steel
195
60
260
i
i
80
Malleable cast iron
Machinery steel,
25 15° 5°
57,000 to 85,000 psi
140
to 60 kg/mm-)
230
70
295
90
85,000 to It 5,000 psi (60 to 00 kg/mrn)
195
60
230
70
over 115.000 psi 80 kg, mm')
130
40
165
50
Tool steel
soft grade
195
60
260
80
hard grade
165
50
230
70
Brass, 5/42
soft grade - - -
655
200
820
250
hard grade
820
250
1150
350
Brass, 63137
soft grade 30 15
5
7
395
120
490
ISO
hard grade
490
ISO
590
180
Bronze
soft grade
525
160
655
200
hard grade
655
200
755
230
Aluminium
soft grade
655
200
985
300
hard grade 35
020
250
1150
350
Wood
-
985
300
1150
350
Plastics Tralon
25 15' Y
L
655
250
985
300
Pertinas, Fiber
200
820
250
Pallapos, Resopal
200
985
300
Astralon, Celluloid Plexi
45 25 20
'555
200
1150
350
Culling Speeds
As regards single-lip mill-
ing cutters, it is recom-
mended to use cutting
speeds three times higher
than those used with
standard type milling cut-
ters. The data tabulated
on the left should be used
as a guide only, as such
factors as drive conditions
and available spindle
speeds will also have to
be taken into
considera-
tion- In end culling edges
the cutting speed will de.
crease towards the cutter
center line. This effect is
particularly noticeable in
rounded-off cutters. As a
consequence, care should
be taken that stock is pref-
erably removed by the
outer portion of the cut.
ling edge. For example,
where inclined surfaces
are concerned, stock
should preferably be re-
moved by milling in on
uaword direction rather
than downward.
When cutting soft alumin-
ium, use kerosene as °
coolant. When cutting
celluloid, the cutter must
always be in feed motion,
in order to avoid nOon'
ma tion.
FEINMECHANIK GmbH - Weilheim/Obb - LIZENZ DECKEL
7