Grinding Tapered Cutters -
so
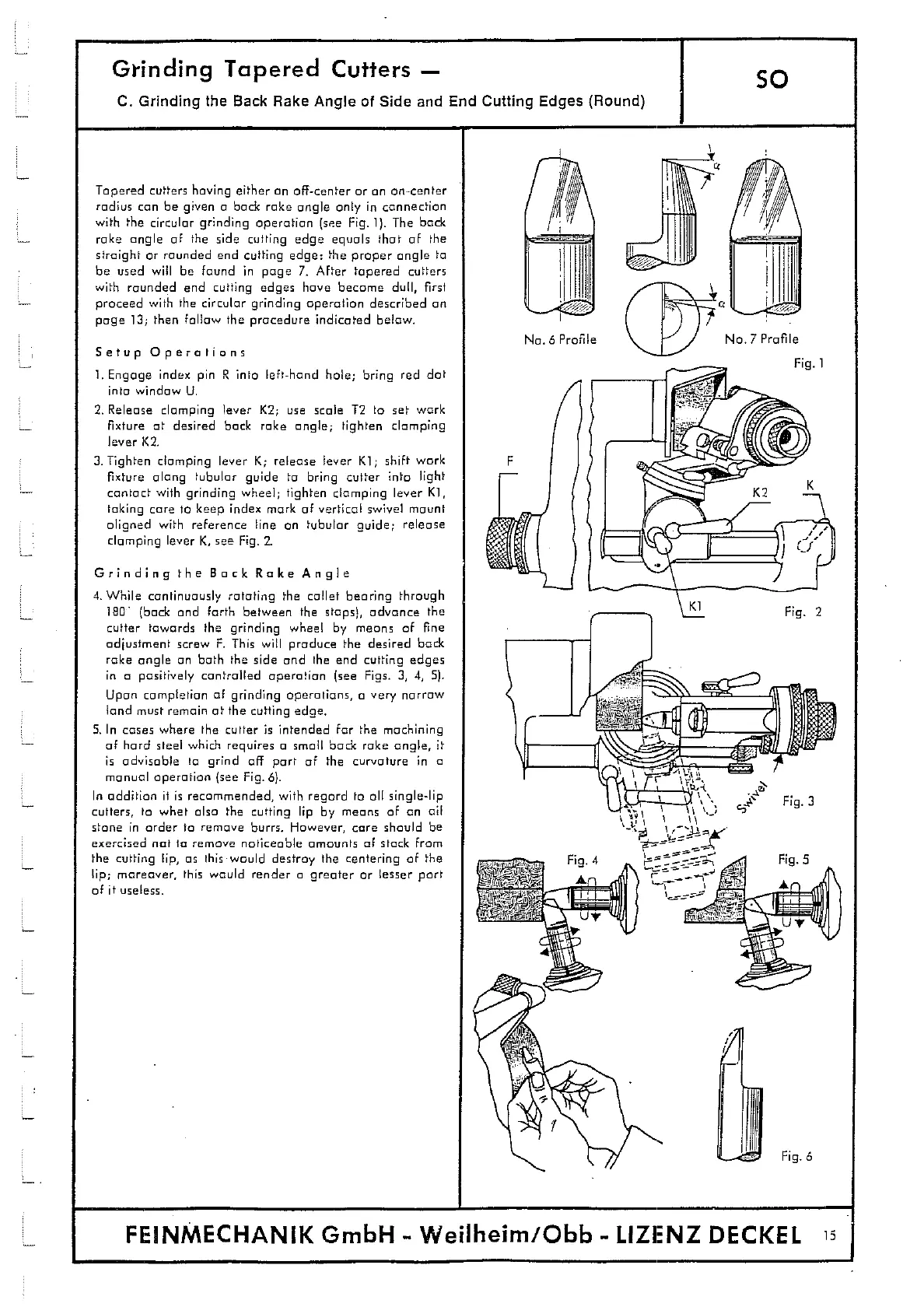
C. Grinding the Back Rake Angle of Side and End Cutting Edges (Round)
Tapered cutters having either an off-center or an on-center
radius can be given a back rake angle only in connection
with the circular grinding operation (see Fig. 1). The back
rake angle of the side cutting edge equals that of the
straight or rounded end cutting edge: the proper angle to
be used will be found in page 7. After tapered cutters
with rounded end cutting edges have become dull, first
proceed with the circular grinding operation described an
page 13; then fallow the procedure indicated below.
Setup Operations
1.
Engage index pin R into left-hand hole; bring red dot
into window U.
2.
Release clamping lever K2; use scale T2 to set work
Fixture at desired bock rake angle
;
tighten clamping
lever 1(2.
3.
Tighten clomping lever K; release lever K1 ; shift work
Fixture along tubular guide to bring cutter into light
contact with grinding wheel; tighten clomping lever K1
taking core to keep index mark of vertical swivel mount
aligned with reference line on tubular guide; release
clamping lever K, see Fig. 2.
Grinding the Back Rake Angle
4.
While continuously rotating the collet bearing through
180 (bock and forth between the stops), advance the
cutter towards the grinding wheel by means of Fine
adjustment screw F. This will produce the desired bock
rake angle on both the side and the end cutting edges
in o positively controlled operation (see Figs. 3, 4, 5).
Upon completion of grinding operations, o very narrow
land must remain at the cutting edge.
5.
In cases where the cutter is intended for the machining
of hard steel which requires a small bock rake angle, it
is advisable to grind off port of the curvature in o
manual operation (see Fig. 6).
In addition it is recommended, with regard to all single-lip
cutters, to whet also the cutting lip by means of on oil
stone in order to remove burrs. However, core should be
exercised not to remove noticeable amounts of stock from
the cutting lip, as this would destroy the centering of the
lip; moreover, this would render a greater or lesser port
of it useless.
No.6 Profile
No.7 Profile
F;,-, I
- I
F8NMECHANIK GmbH - Weilheim/Obb - LIZENZ DECKEL
15