Fig. 1
g. 2
ex
F!. 40
mark
K1
Fig. 3
.0004" (.01 mm) c
r
f3
/
Reference
K2
line
3C
so
Grinding Pointed Cutters
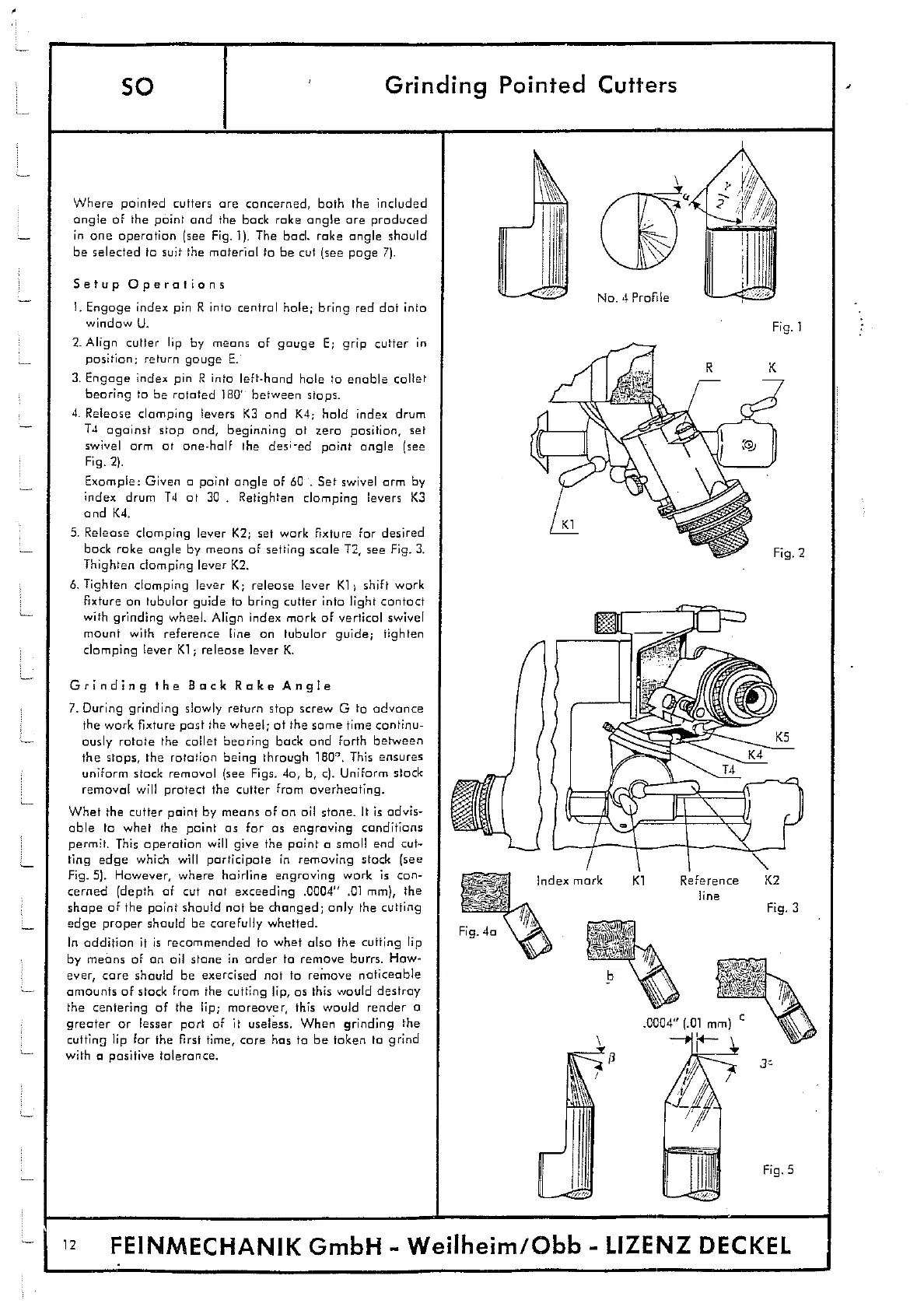
Where pointed cutters are concerned, both the included
angle of the point and the bock rake angle are produced
in one operation (see Fig. 1). The bad, rake angle should
be selected to suit the material to be cut (see page 7).
Setup Operations
I. Engage index pin R into central hole; bring red dot into
window U.
2.
Align cutler lip by means of gouge F; grip cutter in
position
;
return gouge E.
3.
Engage index pin R into left-hand hole to enable collet
bearing to be rotated 180 between stops.
4.
Release clomping levers K3 and K4
;
hold index drum
T4 against stop and, beginning at zero position, set
swivel arm at one-half the desHed point angle (see
Fig. 2).
Example: Given o point angle of 60 . Set swivel arm by
index drum 14 at 30 . Retighten clomping levers K3
and K4.
5.
Release clomping lever K2; set work fixture for desired
bock rake angle by means of setting scale T2, see Fig. 3.
Thighten clomping lever <2.
6.
Tighten clomping lever K; release lever K1; shift work
Fixture on tubular guide to bring cutter into light contact
with grinding wheel. Align index mark of vertical swivel
mount with reference line on tubular guide; tighten
clomping lever K1
;
release lever K.
Grinding the Back Rake Angle
7.
During grinding slowly return stop screw G to advance
the work fixture post the wheel; at the some time continu-
ously rotate the collet bearing bock and forth between
the stops, the rotation being through 180'. This ensures
uniform stock removal (see Figs. 4o, b, c). Uniform stock
removal will protect the cutter from overheating.
Whet the cutter point by means of on oil stone. It is advis-
able to whet the paint as for as engraving conditions
permit. This operation will give the point a small end cut-
ting edge which will participate in removing stock (see
Fig. 5). However, where hairline engraving work is con-
cerned (depth of cut not exceeding .0004" .01 mm), the
shape of the point should not be changed; only the cutting
edge proper should be carefully whetted.
In addition it is recommended to whet also the cutting lip
by means of on oil stone in order to remove burrs. How-
ever, core should be exercised not to remove noticeable
amounts of stock from the cutting lip, as this would destroy
the centering of the lip; moreover, this would render o
greater or lesser port of it useless. When grinding the
cutting lip for the first time, core has to be token to grind
with a positive tolerance.
A
Fig. 5
FEINMECHANIK GmbH - Weilheim/Obb - LIZENZ DECKEL