V0608, 2.4
Die . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .UN
Number of die in library.
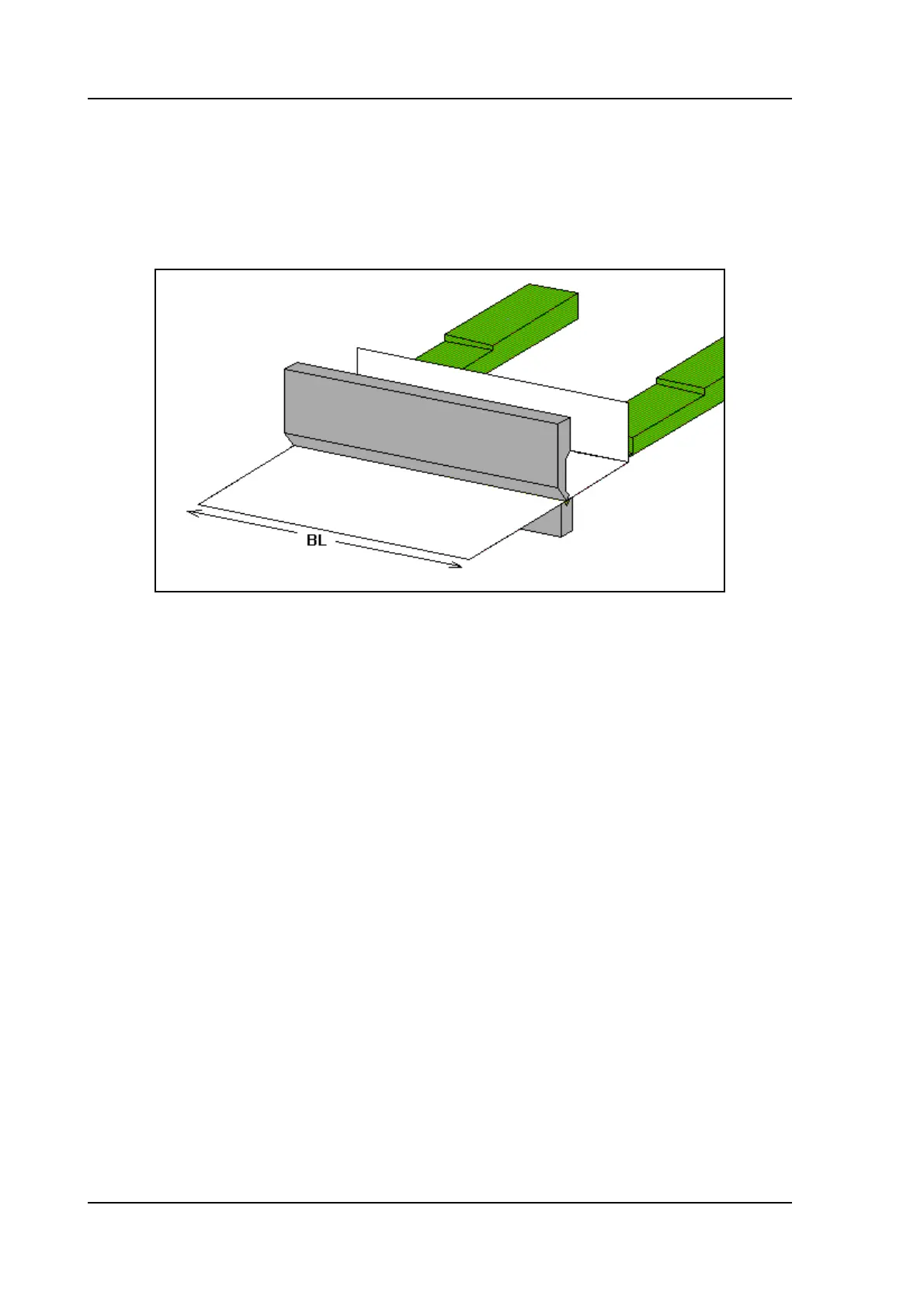
Bending length . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL
Length of sheet between tools.
When programming a bend, it is assumed the programmed tools have the necessary length.
2.c
Stock . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ST
The number of products that should be created with this program.
G-Corr
α . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Gα =
General correction of the angle, valid for each bend of the program. The value should be
programmed in the same manner as for the correction per bend.
G-Corr X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Gx =
General correction of the X-axis position, valid for each bend of the program. The value
should be programmed in the same manner as for the correction per bend.