Design and function
MMA welding
099-005401-EW501
17.06.2014
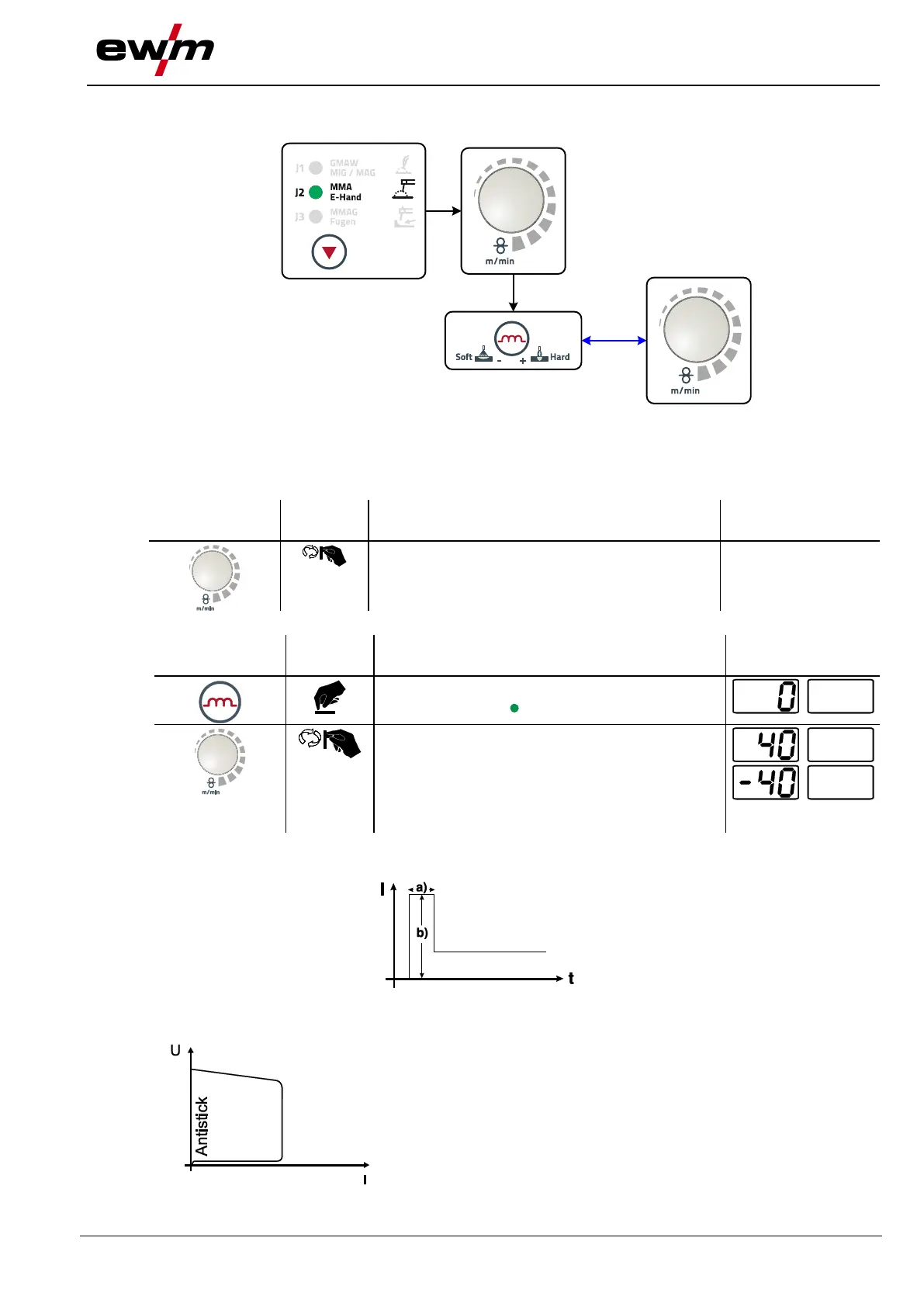
5.8.2 Welding task selection
Figure 5-14
5.8.3 Welding current setting
The welding current is normally set using the "Wire speed" rotary dial.
5.8.4 Arcforce
Select arcforcing welding parameter
LED for the button is on.
Arcforcing setting for electrode types:
(Setting range -40 to 40)
5.8.5 Hotstart
The hotstart device improves the ignition of the stick electrodes using an increased ignition current.
a) = Hotstart time
b) = Hotstart current
I = Welding current
t = Time
Figure 5-15
5.8.6 Antistick
Anti-stick prevents the electrode from annealing.
If the electrode sticks in spite of the Arcforce device, the machine
automatically switches over to the minimum current within about 1
second to prevent the electrode from overheating. Check the welding
current setting and correct according to the welding task!
Figure 5-16