DC INVERTER MULTI VRF INSTALLATION
150
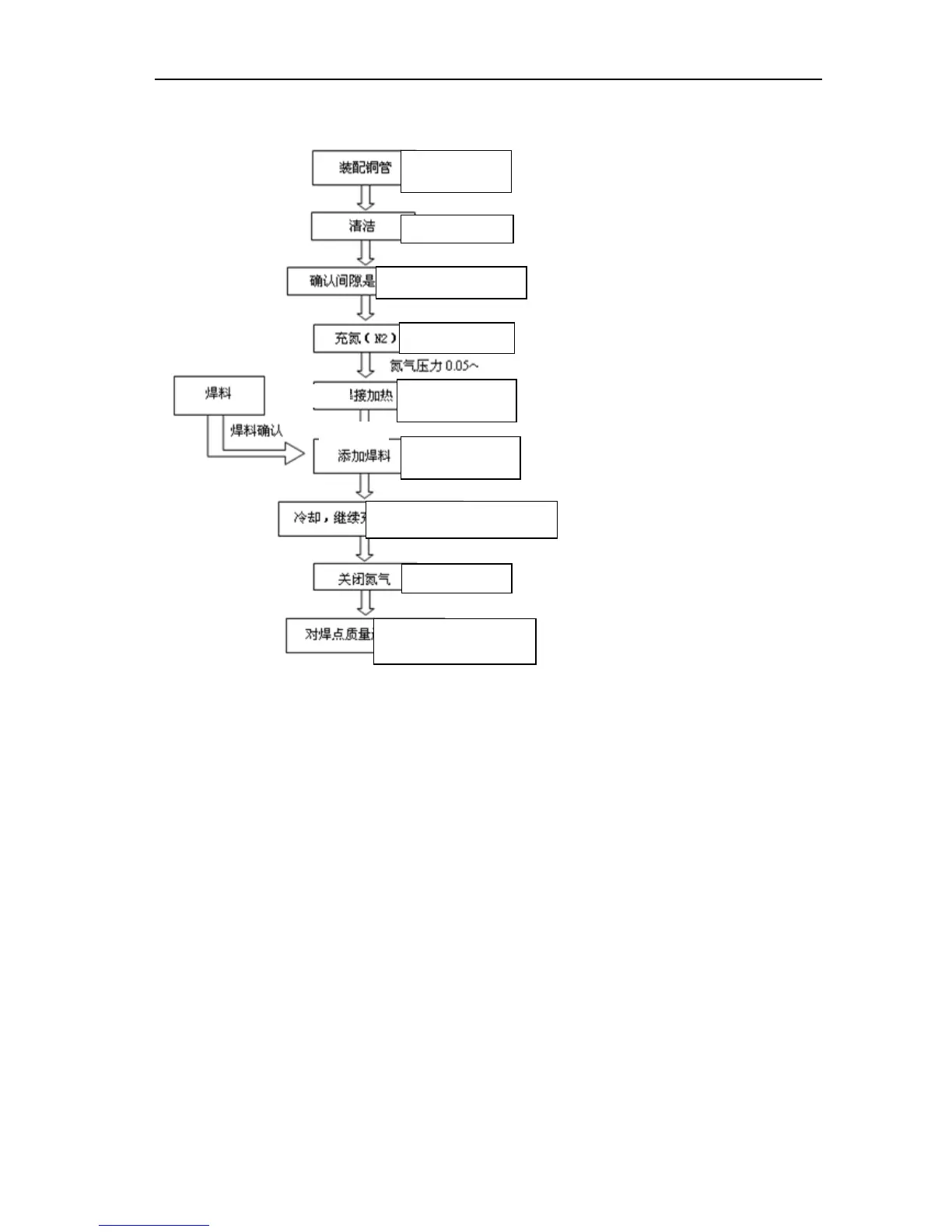
4)Operation order
Basic procedures for welding:
a. Cleaning of portions for braze welding
Polishing……………………Removing metal materials at connection portion. (Removing oxidation
film using non-woven fabric, abrasive cloth or abrasive paper)
Ungrease……………………If any oil stain is existent, acetone or spirit solvent shall be used for
ungrease treatment.
At the same time, compressed air at 0.8MPa (gauge pressure) shall be used for cleaning. The
cleaning shall be repeated not less than 3 times, until there is no dirt discharged.
b. Check whether clearance between pipe and connector is proper.
Put the connector into the pipe and face downward. If the connector does not fall down depending
on friction force, the clearance is considered proper.
c. Nitrogen-filled protection
● Since vigorous oxidation would occur on the surface of copper pipe at braze welding
temperature, to effectively restrain the generation of oxide coating in copper pipe, nitrogen-filled
protection for copper pipe is necessary.
● After copper pipes are assembled, nitrogen shall be filled in copper pipe connectors.
●
Method for charging nitrogen into copper pipe
Nitrogen charging method:
Pressure is 0.05~0.3MPa. Nitrogen flow of 4~6L/min (gas flow can be sensed by hand) shall be
guaranteed to charge in work pieces.
Assemble copper
pipes
Cleaning
Check whether clearance
is proper.
Fill nitrogen N2
Nitrogen pressure 0.05-0.3Mpa 0.5±0.1kgf/cm
2
Welding flux
Acknowledge
welding flux
Add welding flux
Cooling, continue to fill nitrogen
for over 10s
Shut off nitrogen
Welding heating
Make visual inspection to
the weld quality
 Loading...
Loading...



