DC INVERTER MULTI VRF INSTALLATION
151
After assembling, nitrogen begins to charge until welding is finished and will continue over
10s during cooling after welding.
Main points of nitrogen charge※
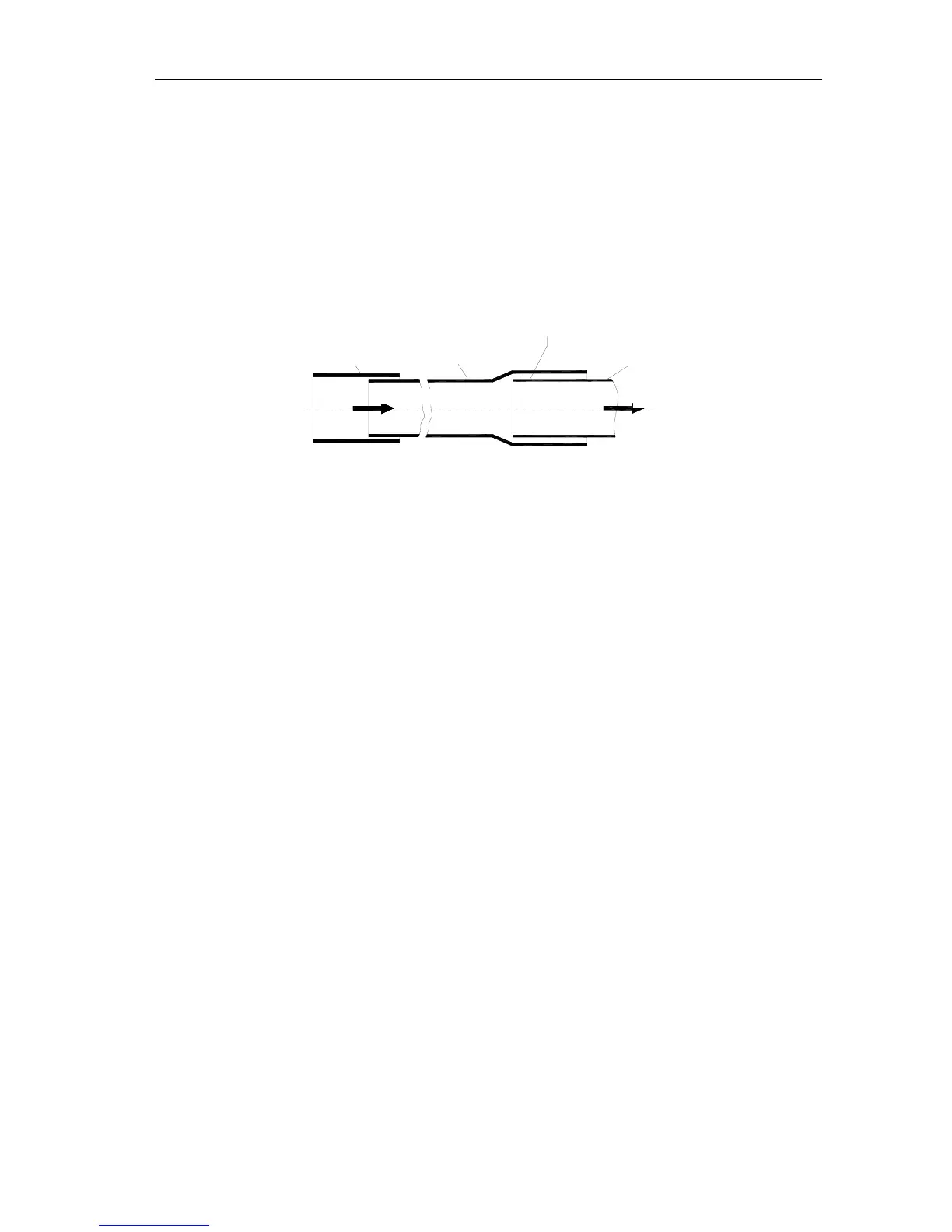
(See the drawing below)
When nitrogen is charged, the press switch on th◆ e quick connector and inflator shall be
closed to let nitrogen totally filled in the pipe.
Make sure nitrogen reaches all welding connectors in order to effectively discharge air.◆
A vent port must be available when nitrogen charge is continuously perf◆ ormed, or otherwise
gas would escape from gap around connector, making welding stuffing difficult and prone to
pores.
充氮管
铜管
铜管
焊接需保护处
氮气(N2)
出气口
d. Welding heating
Notes:
● Braze welding is flame hard braze welding. Relevant safety operating regulations must be
abided by.
● Confirm that nitrogen is flowing through before copper pipe is heated.
● Neutral flame or slightly reducing flame shall be used for red copper braze welding. Outer
flame is normally used. Copper pipe connectors shall be heated uniformly. Take care to
distribute heat in terms of dimension of pipe material. Generally, insert pipe shall be
preheated at first for close matching and then swayed along length of connector to make it
heated uniformly until braze welding temperature is approached; then copper pipe is heated
circularly to reach braze welding temperature (copper pipe becomes light red) and at the
same time brazing filler metal is added circularly to fill in the clearance around the connector
uniformly; and afterwards, the welding torch is slowly moved away from the pipe and a small
amount of brazing filler metal continues to be filled in until smooth fillet is formed.
● During heating, welding rod shall not be burned directly by flame. Heating time shall not be
very long.
● During welding, flame shall be controlled well on its direction and kept away from rubber
casing, sponge and cables.
e. Post-welding treatment
(cooling)
● After welding, in the condition of nitrogen protection available, the connector shall be heated
until the copper pipe changes color (200-300 ), i.e. annealing treatment.℃
● Before welding seam becomes completely solidified, welded pieces shall not be moved or
shocked.
● For welded piece cooled by water, take care not to let water enter into copper pipe and try to
prevent residue water flowing into the pipe when welded piece is laid aside.
f. Quality and inspection of braze welding
Copper pipe
Nitrogen charge pipe
Places requiring protection
durin
 Loading...
Loading...



