GSK218M CNC System Connection and PLC Manual
82
[Operation]When the sigal is set to 1, the control unit operate as follows:
When JOG feed or incremental feed is allowed, the control unit moves
the specified axis in the specified direction.
When the signal is set to 1 in JOG feed, the control unit continues to
feed tha axis while the signal is set to 1.
In incremental feed, the control unit feeds the requested axis by the
step distance which is specified by the manual handle feed move
distance selection signal, then the axis stops. Even if the signal si set to
0 while the axis is being fed, the contol unit does not stop moving.
To feed the axis again set the signal to 0, then to 1 again.
Manual rapid traverse selection signal
RT(G024#7)
[Classfication] Input signal
[Function]Select the rapid traverse rate in JOG feed or incremental feed mode.
[Use] When the signal becomes 1, the control unit operates as follows:
z The control unit executes the jog feed or incremental feed at a rapid
traverse rate. The rapid traverse override is validated.
z When the signal is switched from 1 to 0 or vice versa in jog feed or
incremental feed, the feedrate is decelerated until it reaches zero,
then increased to the specified value. During acceleration and
deceleration, the feed axis and direction selection signal can be kept
1.
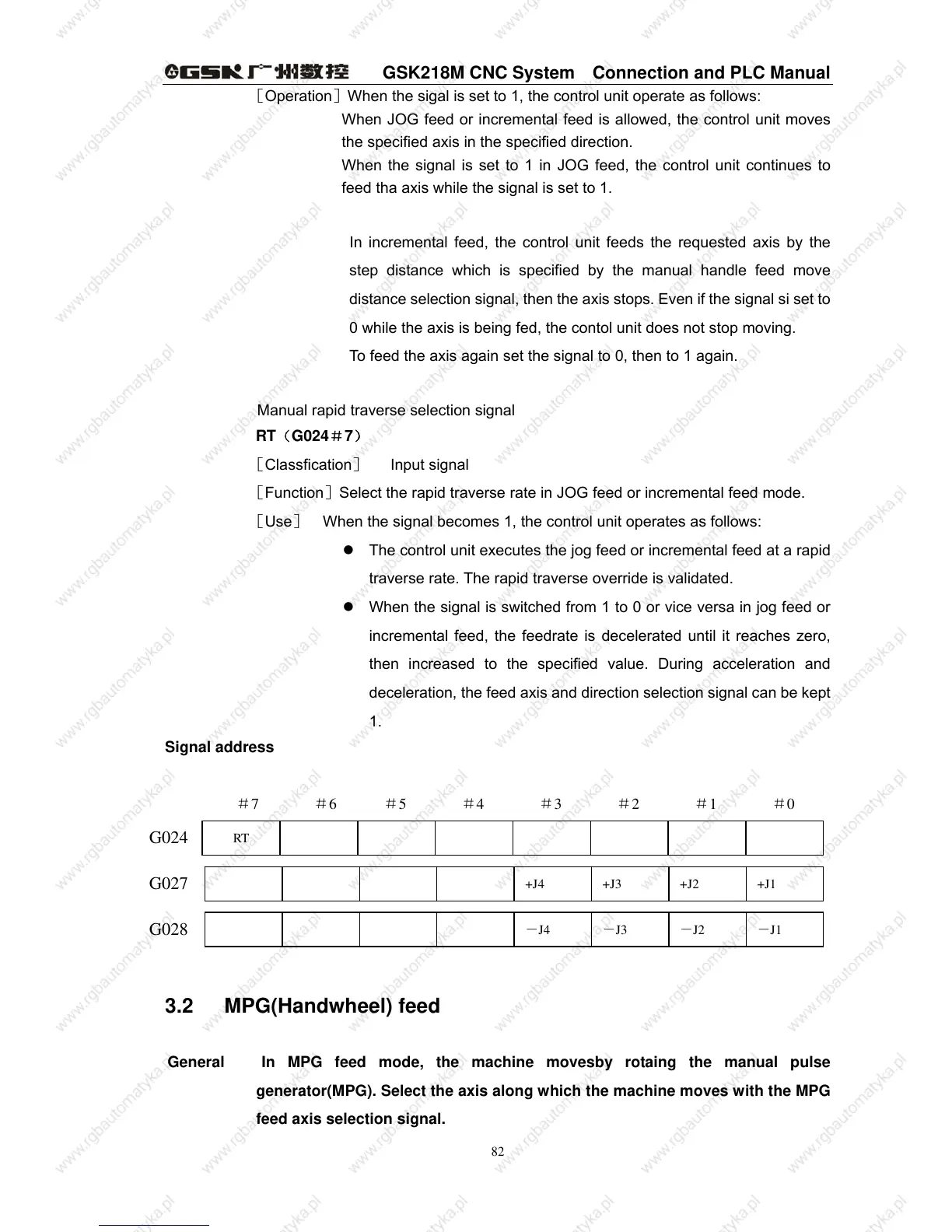
Signal address
3.2 MPG(Handwheel) feed
General In MPG feed mode, the machine movesby rotaing the manual pulse
generator(MPG). Select the axis along which the machine moves with the MPG
feed axis selection signal.
+J4 +J3 +J2 +J1
G027
-J4 -J3 -J2 -J1
G028
RT
G024
#7 #6 #5 #4 #3 #2 #1 #0
 Loading...
Loading...


