DE
35
Betriebsanleitung
E1 - E2 - E3 GYS AUTO
Übersetzung der
Originalbetriebsanleitung
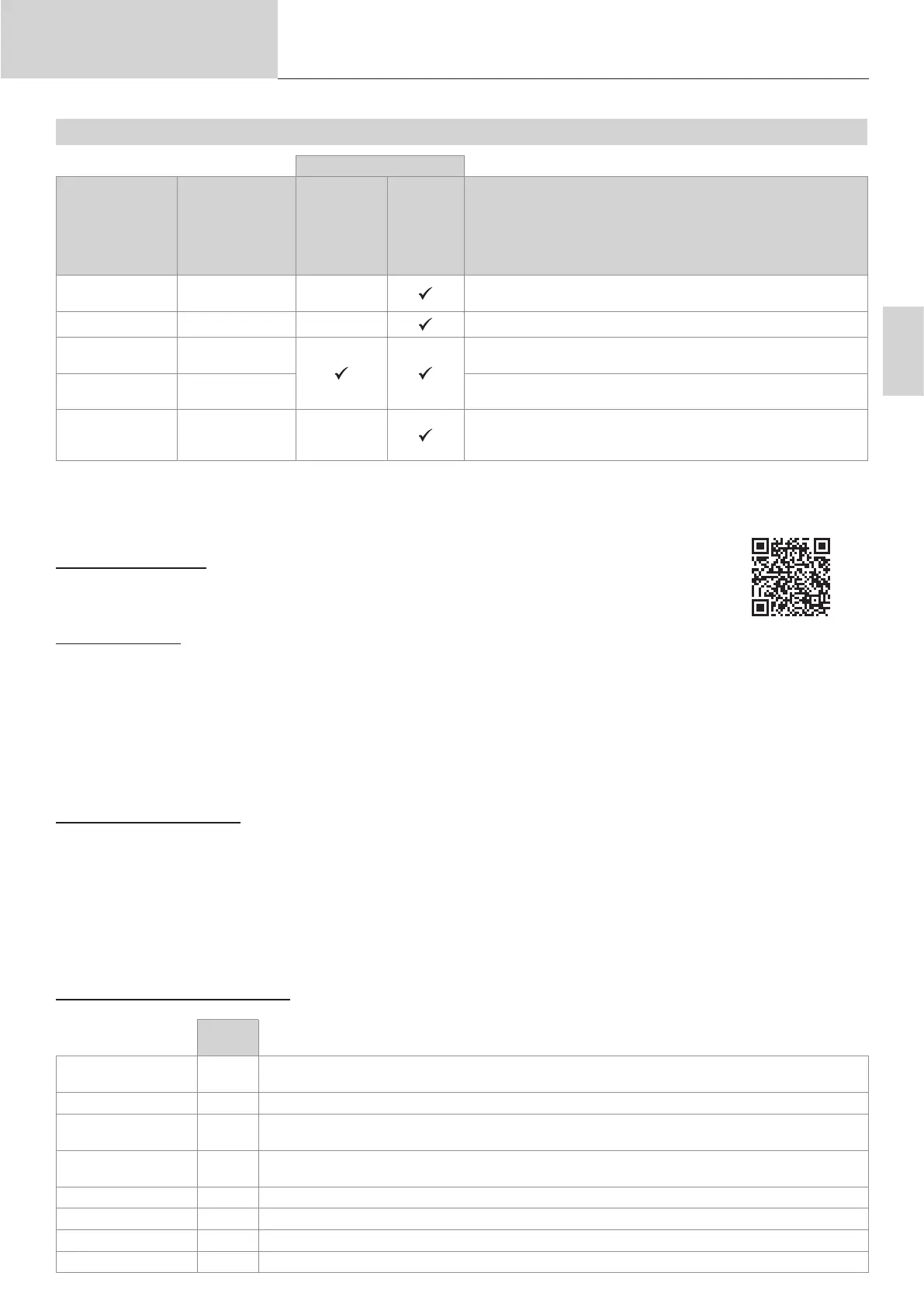
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
Schweißverfahren
Parameter Einstellungen
Manuell
Synergetisches
Schweißen
Drehmoment
Material/Gas
- Fe Ar 15 % CO
2
- ...
-
Auswahl des zu verschweißenden Materials.
Synergetische Schweißparameter
Drahtdurchmesser Ø 0,6 > Ø 1,2 mm - Auswahl des Drahtdurchmessers
Brennertaster
Modus
2T, 4T Wahl des Modus zur Verwaltung des Schweißens am Brennertaster
Modus Pu-
nktschweißen
Spot, Spot-Verzö-
gerung
Auswahl des Modus Punktschweißen
1
.
Einstellung
Dicke
Strom
Geschwindigkeit
-
Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu
schweißenden Werkstücks, durchschnittlicher Schweißstrom oder
Drahtgeschwindigkeit).
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Für weitere Informationen zu GYS-Synergien und Schweißverfahren, scannen Sie den QR-Code :
3 SCHWEISSARTEN (EASY)
• Schweißen (durchgehend)
• Punktschweißen
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Punktschweißen erfolgt manuell mit dem
Brennertaster.
• Kettenstich
Diese Art des Schweißens ermöglicht das Verbinden sehr dünner Bleche, wobei das Risiko Durchfallens und der Verformung des Blechs begrenzt
wird. Das Kettenpunktschweißen erfolgt manuell über die Brennertaste.
MODUS PUNKTSCHWEISSEN (EXPERT)
• Spot
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell über die Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Diese Zeit für das Punktschweißen ermöglicht eine bessere Reproduzierbarkeit
und die Herstellung eines nicht oxidierten Punktes.
• Spot-Verzögerung
Dies ist ein ähnlicher Anheft-Modus wie Spot, bei dem jedoch denierte Heft- und Stoppzeiten aufeinander folgen, solange der Brennertaster gedrückt
wird. Diese Funktion ermöglicht das Schweißen von sehr dünnen Stahl- oder Aluminiumblechen, wobei das Risiko des Durchfallens und der Verfor-
mung des Blechs (vor allem beim Aluminiumschweißen) minimiert wird.
FESTLEGUNG DER EINSTELLUNGEN
Maßein-
heit
Rückbrand -
Funktion, die das Risiko des Anhaftens des Drahtes am Ende der Naht zu verhindert. Diese Zeit entspricht
der Zeit, in der der Draht wieder aus dem Schmelzbad auftaucht.
Crater Filler - Dieser Endstrom beim Anhalten ist eine Phase nach der Stromabsenkung.
Verzögerung s
Dauer zwischen dem Ende eines Punktes (ohne Gas-nach) und der Wiederaufnahme eines neuen Punktes
(einschließlich Gas- vor).
Dicke mm
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Anpassung für die Dicke stellt automatisch
die passende Prozessspannung und die Drahtgeschwindigkeit ein.
Hot Start - Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass der Draht am Werkstück klebt.
Stärke A Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt werden.
I Start - Einstellung des Zündstroms.
Lichtbogenlänge - Dient zur Einstellung des Abstands zwischen dem Drahtende und dem Schmelzbad (Spannungseinstellung).