Setting Work and Tool Offsets
43
1. Jog the X and Y Axes to the zero position established in the program.
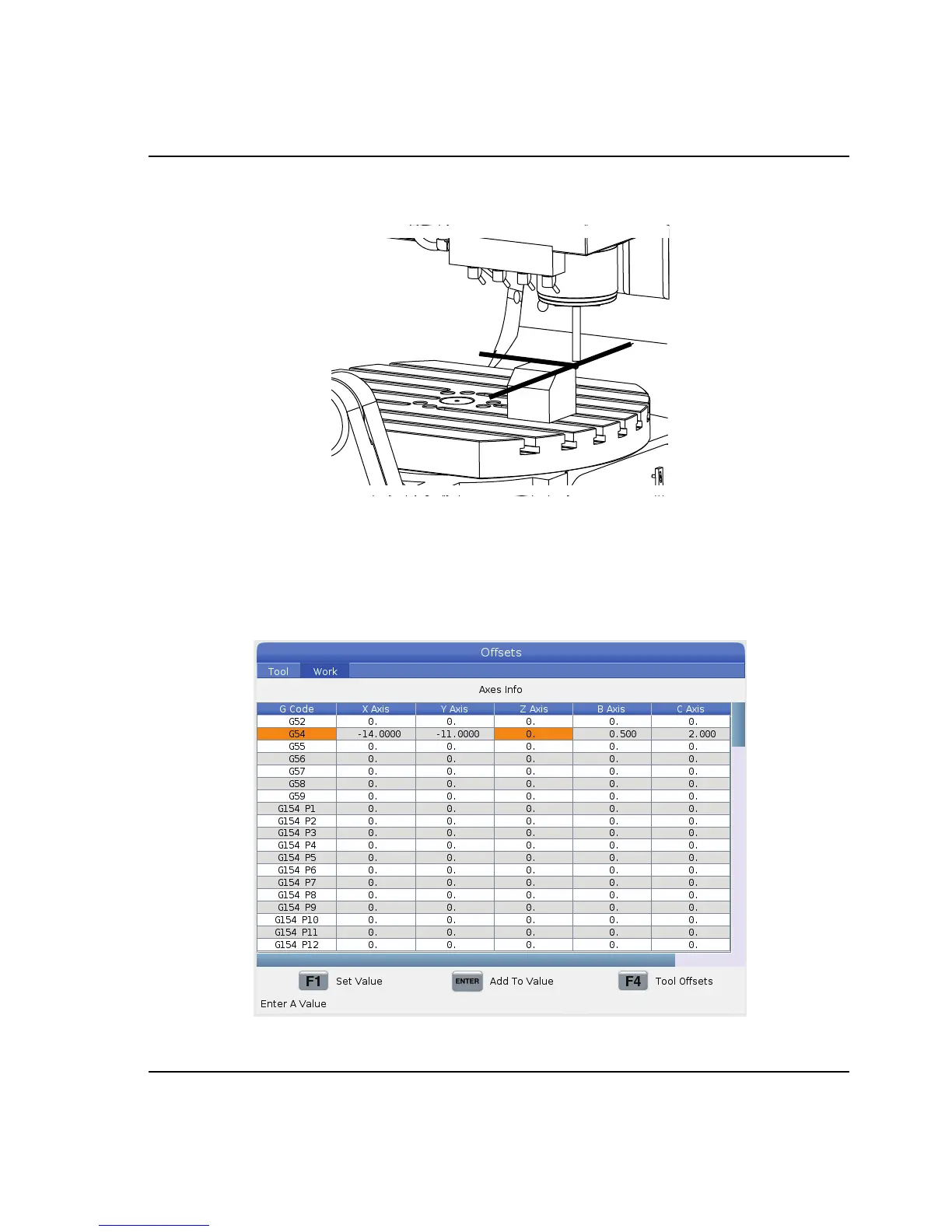
F7.2: UMC-750 X- and Y-Axis Zero Position
2. Navigate to [OFFSET]>Work. Scroll to the work offset value used in the program
(G54 in this example).
3. Select the X Axis column of your work coordinate offset and press [PART ZERO
SET] to set the X-Axis zero position.
4. Press [PART ZERO SET] again to set the Y-Axis zero position.
F7.3: X-Axis Zero Position Set and Y-Axis Zero Position Set
5. Determine a tool set plane to be used for setting all tool length offsets; for example,
use the top surface of the workpiece.

 Loading...
Loading...


