Set the X-, Y-, and Z-Axis Work Offsets Manually
42
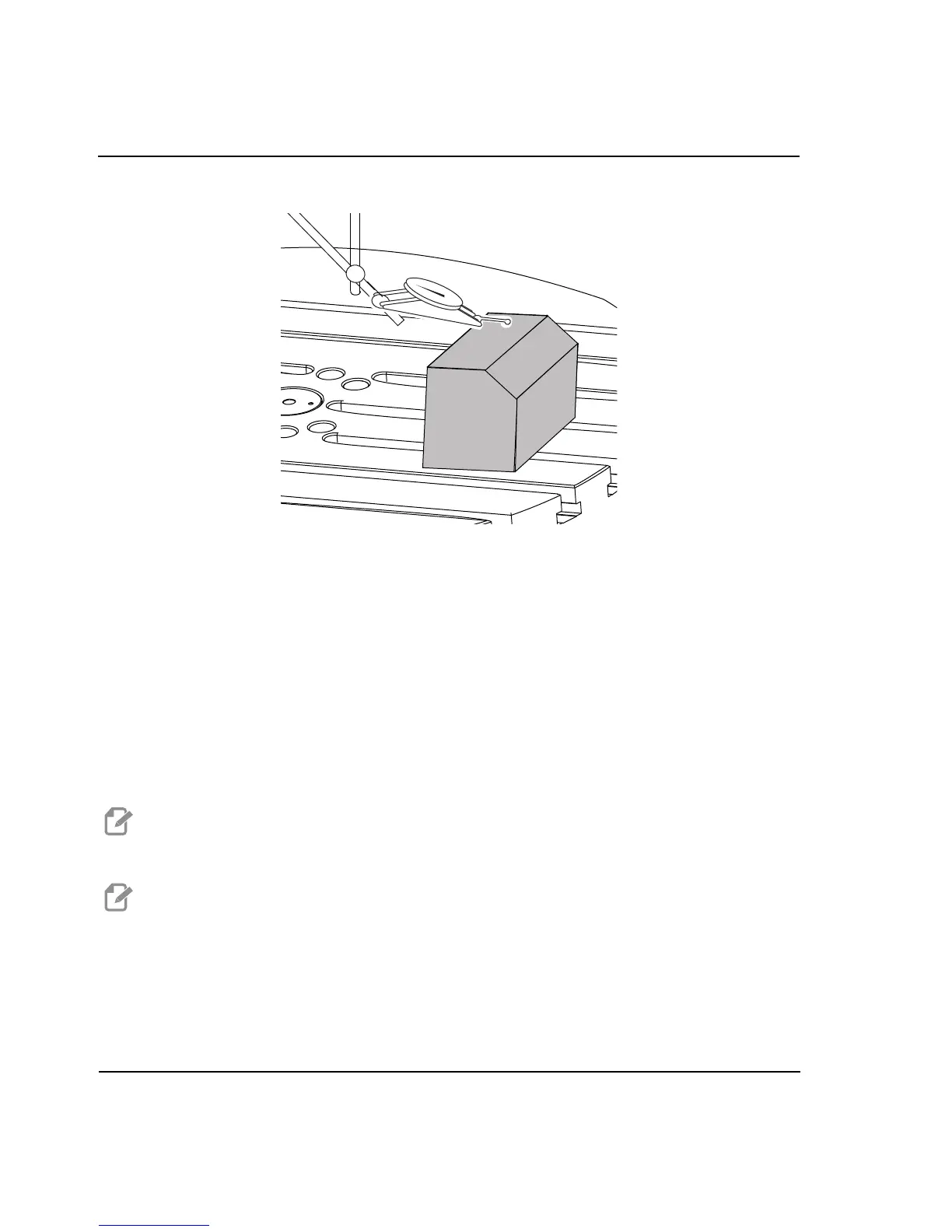
F7.1: Setting the C-Axis Workpiece Orientation
1. Place the workpiece on the platter (workholding not shown). Adjust the C Axis until
the workpiece is positioned to the same orientation established in the program.
Typically, a reference feature on the fixture or workpiece is parallel to the X or Y Axis.
2. Navigate to [OFFSET]>Work. Scroll to the work offset value used in the program
(G54 in this example).
3. Highlight the value in the C Axis column. Press [PART ZERO SET] to record
the offset.
7.3 Set the X-, Y-, and Z-Axis Work Offsets
Manually
NOTE: Use this procedure if the WIPS probe is disabled.
NOTE: Refer to the Haas Mill Operator’s Manual for basic offset and
toolsetting methods.

 Loading...
Loading...


