Pg 2.17 S22P/S23Pa
CHART EXAMPLE #1
We will use the parameters chart to set up the saw for cutting 8" (200mm) Diameter #1045 Carbon Steel.
STEP 1,
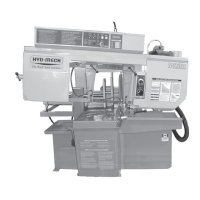
DETERMINE EFFECTIVE MATERIAL WIDTH - W ( inches ) or (mm)
Eff
ective material width, W (in.) for most common shapes of materials, is the
widest solid part of the material to be in contact with blade during cutting. For
simple shapes, as illustrated on the chart, this can be directly measured. For
bundles of tubes and structurals, measuring the effective width is difficult.
Effective width is 60% to 75% of the actual material width.
NOTES:
1) Both effective material width and guide arm width are used in setting the
saw.
2) Guide arm width is the distance between the guide arms and is used in STEP 2.
3) Effective material width, as determined here in STEP 1, can be thought of as the average width of material
“seen” by each tooth, and it is used in STEPS 3 and 4. In Example #1, for an 8" (200 mm) diameter solid,
Effective Material Width is 8" (200mm).
STEP 2, SET FEED FORCE LIMIT
The Feed Force Limit is the maximum amount of force with which the head is allowed to push the blade into the
work-piece. FEED FORCE LIMIT should be set with the head in the down mode, according to the label.
CUTTING SOLIDS
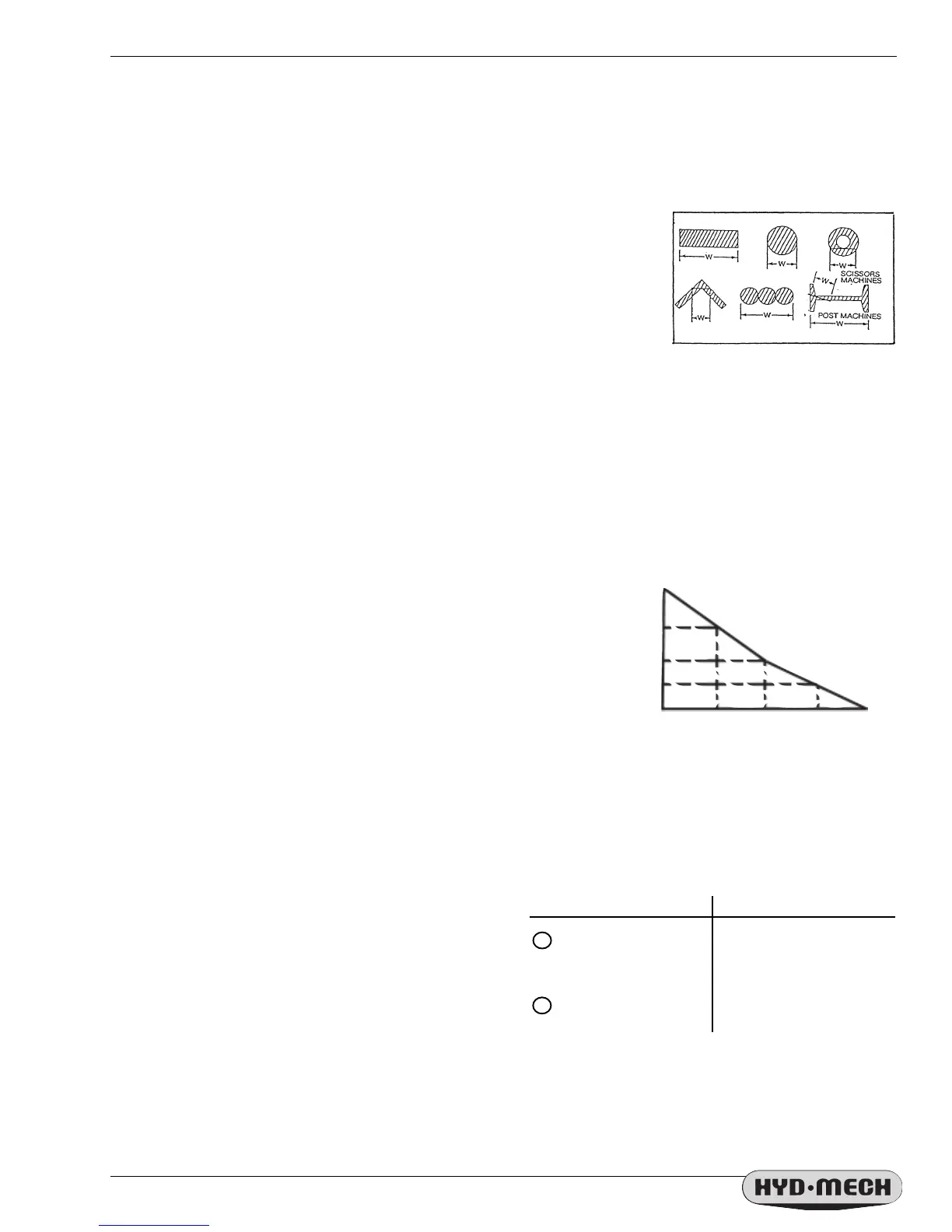
For cutting solids, the wider the section, the less FF
should be set, to avoid blade overloading. See the graph.
EXAMPLE: When cutting a solid which is 1/2 of
machine capacity using the graph, locate 50% on the
horizontal line and travel upwards to the plotted line and
then travel directly across to the vertical FF Setting line.
The point that you have arrived at shows a setting of 40%
for a piece 50% of capacity.
CUTTING STRUCTURALS
A reduced Feed Force Setting is used when cutting
structurals:
For structurals, a blade finer than Optimum can be
used for more efficient cutting.
If a finer than optimum blade is going to be used, Feed
Force Setting should be reduced even further.
Material Width Chart
1 OPTIMUM PIT1 OPTIMUM PIT
1 OPTIMUM PIT1 OPTIMUM PIT
1 OPTIMUM PIT
CHCH
CHCH
CH
FROM STEP 3 FROM STEP 3
FROM STEP 3 FROM STEP 3
FROM STEP 3
20%20%
20%20%
20%
0%0%
0%0%
0%
2 PIT2 PIT
2 PIT2 PIT
2 PIT
CH FINERCH FINER
CH FINERCH FINER
CH FINER
THAN OPTIMUM THAN OPTIMUM
THAN OPTIMUM THAN OPTIMUM
THAN OPTIMUM
BLBL
BLBL
BL
ADEADE
ADEADE
ADE
FF SETTINGFF SETTING
FF SETTINGFF SETTING
FF SETTING
FF
FF
F
or OPTIMUM BLor OPTIMUM BL
or OPTIMUM BLor OPTIMUM BL
or OPTIMUM BL
ADE SELECTIONADE SELECTION
ADE SELECTIONADE SELECTION
ADE SELECTION
, see STEP 3, see STEP 3
, see STEP 3, see STEP 3
, see STEP 3
100%
% of FF 70%
SETTING
40%
20%
0 25% 50% 75%
MAT’L WIDTH as % os CAPACITY

 Loading...
Loading...