OPERATION
1
4-18 HPR260 Manual Gas Instruction Manual
Stainless steel
F5 Plasma / N
2
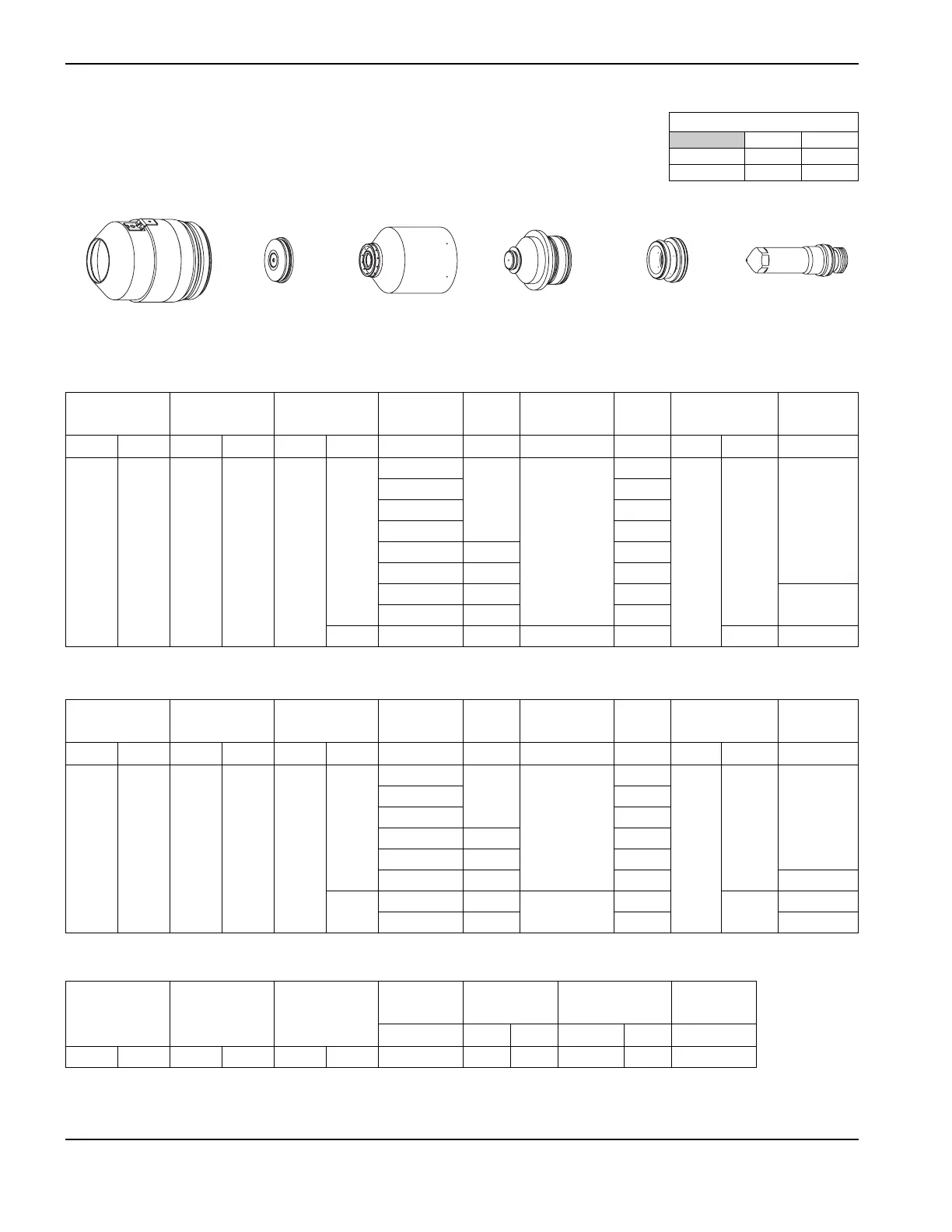
Shield
45 A Cutting
220202220173 220308220304 220180220201
Note: This process produces a shinier cut edge than the 45 A, N
2
/N
2
stainless steel process
Flow rates – lpm/scfh
F5
N
2
Preflow 0 / 0 43 / 91
Cutflow 8 / 17 65 / 138
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
F5
N
2
35 25 55
60
0.8
99
2.5
6570
3.8
150
0.2
1
5740
1.2
4905
1.5
3890
2
101 3175
2.5
102 2510
3
103 2010
0.3
4
104 1435
15
6
110 2.0 845 190 0.5
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
F5
N
2
35 25 55
60
.036
99
0.100
240
0.150
150
0.2
.048
190
.060
150
.075
100 130
.105
102 90
.135
104 65 0.3
15
3/16
108
0.080
45
190
0.4
1/4
110 30 0.5
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
15
2.5 0.100 6350 250 85
Marking
 Loading...
Loading...







