APPENDIX C – BEVEL CUTTING
HPR260 Manual Gas Instruction Manual c-7
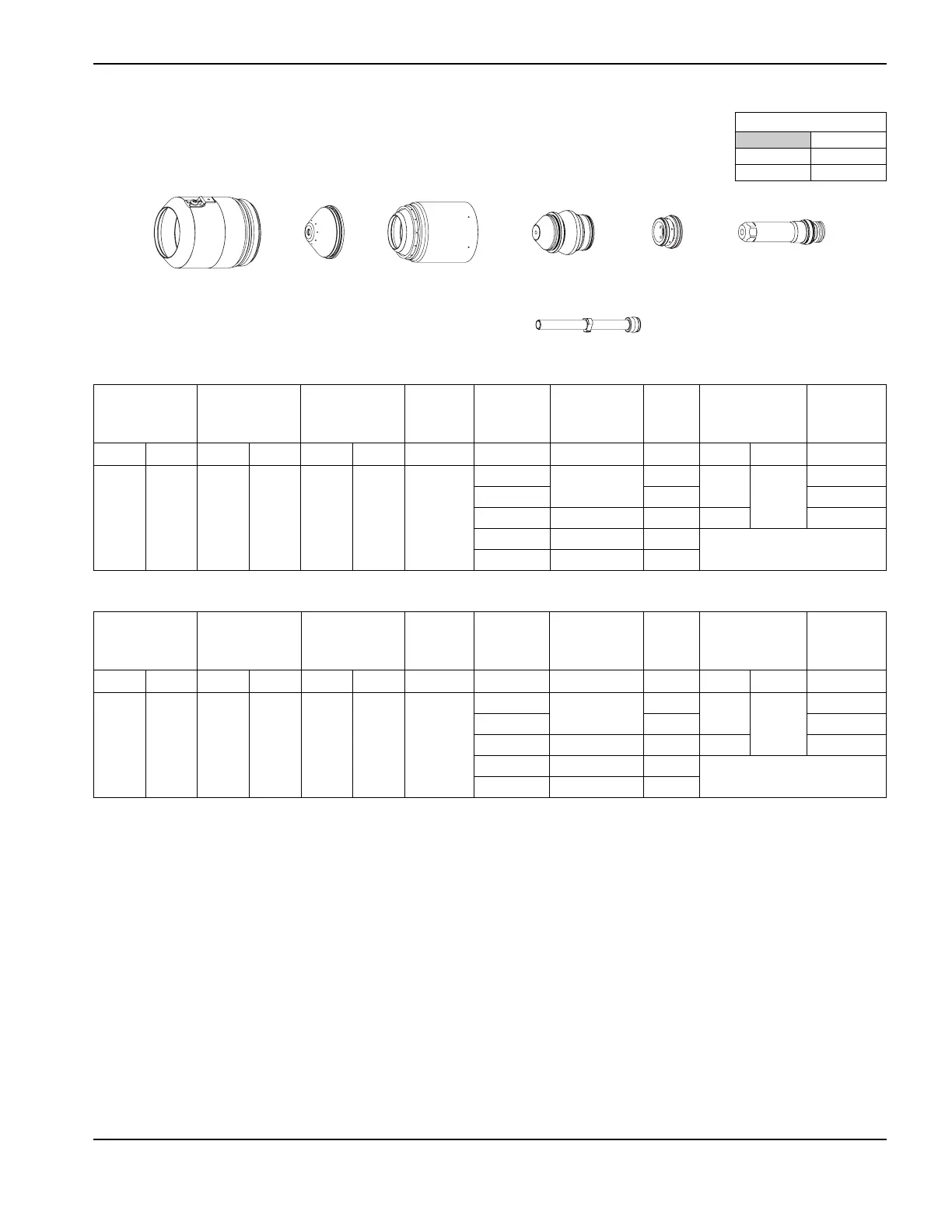
Stainless steel bevel cutting
N
2
Plasma / N
2
Shield
130 A
220609220398 220606220608 220179220656
Notes: Bevel angle range is 0° to 45°. Water tube 220571 must be used with these
consumables.
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield mm
mm
mm mm/m mm factor % seconds
N
2
N
2
20 65 70 80 2.0
6
3.0 – 10.0
1960
6.0
200
0.3
10
1300 0.5
12
3.5 – 10.0 900 7.0 0.8
15
3.8 – 10.0 670
Edge start
20
4.3 – 10.0 305
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield in
in
in ipm in factor % seconds
N
2
N
2
20 65 70 80 0.080
1/4
0.120 – 0.400
75
0.240
200
0.3
3/8
55 0.5
1/2
0.140 – 0.400 30 0.280 0.8
5/8
0.150 – 0.400 25
Edge start
3/4
0.170 – 0.400 15
Flow rates – lpm/scfh
N
2
Preflow 97 / 205
Cutflow 125 / 260
4
 Loading...
Loading...







