OPERATION
3
4-18 powermax1650 Operator Manual
Arc current Arc voltage
Material thickness
Approximate travel speeds
Inches mm
IPM mm/min
50 76
10 Ga 3.4
90 2286
40 83
10 Ga 3.4
50 1270
45 77
12 Ga 2.7
120 3048
40
81
12 Ga 2.7
70 1778
79
14 Ga 1.9
135 3810
79
16 Ga 1.5
150 3810
79
18 Ga 1.2
150 2540
78
20 Ga 0.9
120 2540
30 80
24 Ga 0.6
150 3174
Mild steel
Arc current Arc voltage
Material thickness
Approximate travel speeds
Inches mm
IPM mm/min
50 63
10 Ga 3.4
80 1905
40 73
10 Ga 3.4
60 1524
45 63
12 Ga 2.7
100 3174
40
72
12 Ga 2.7
80 1905
65
14 Ga 1.9
150 3810
64
16 Ga 1.5
150 3810
64
18 Ga 1.2
150 3810
65
20 Ga 0.9
150 3810
30 66
24 Ga 0.6
150 3810
Stainless steel
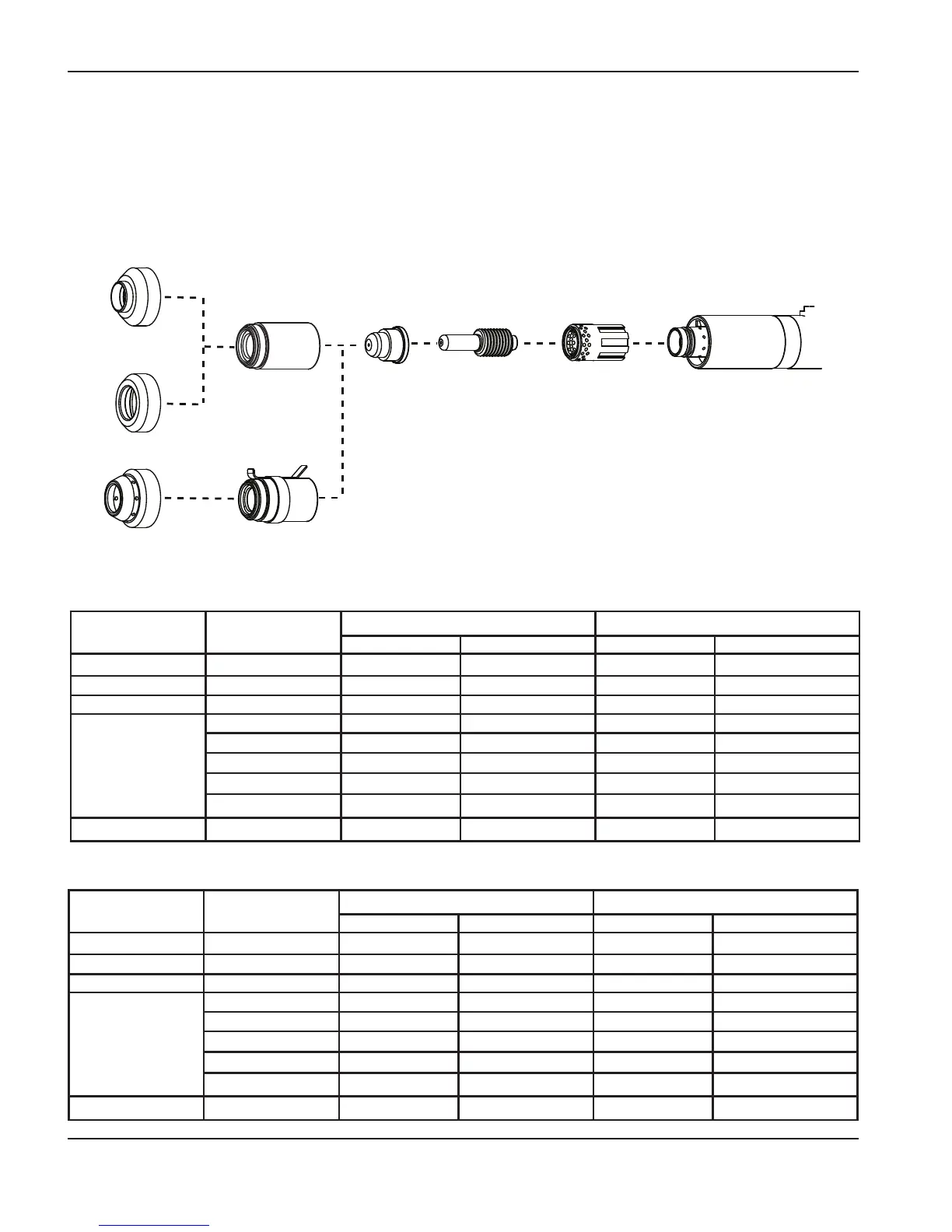
FineCut consumables
• Torch-to-work dis tance for the following cut chart is 0.08 inches (2 032 mm) for mild steel and
0.010 inches (0.254 mm) for stainless steel.
* For use with CE systems.
** Use an ohmic sensing cap when a compatible
torch height controller is installed.
120925120926
220329
120928
220061**
220325*
120979
220404
Deflector Retaining
cap
Nozzle Electrode Swirl ring T100M-2
torch