sales@romanoff.com | www.romanoff.com
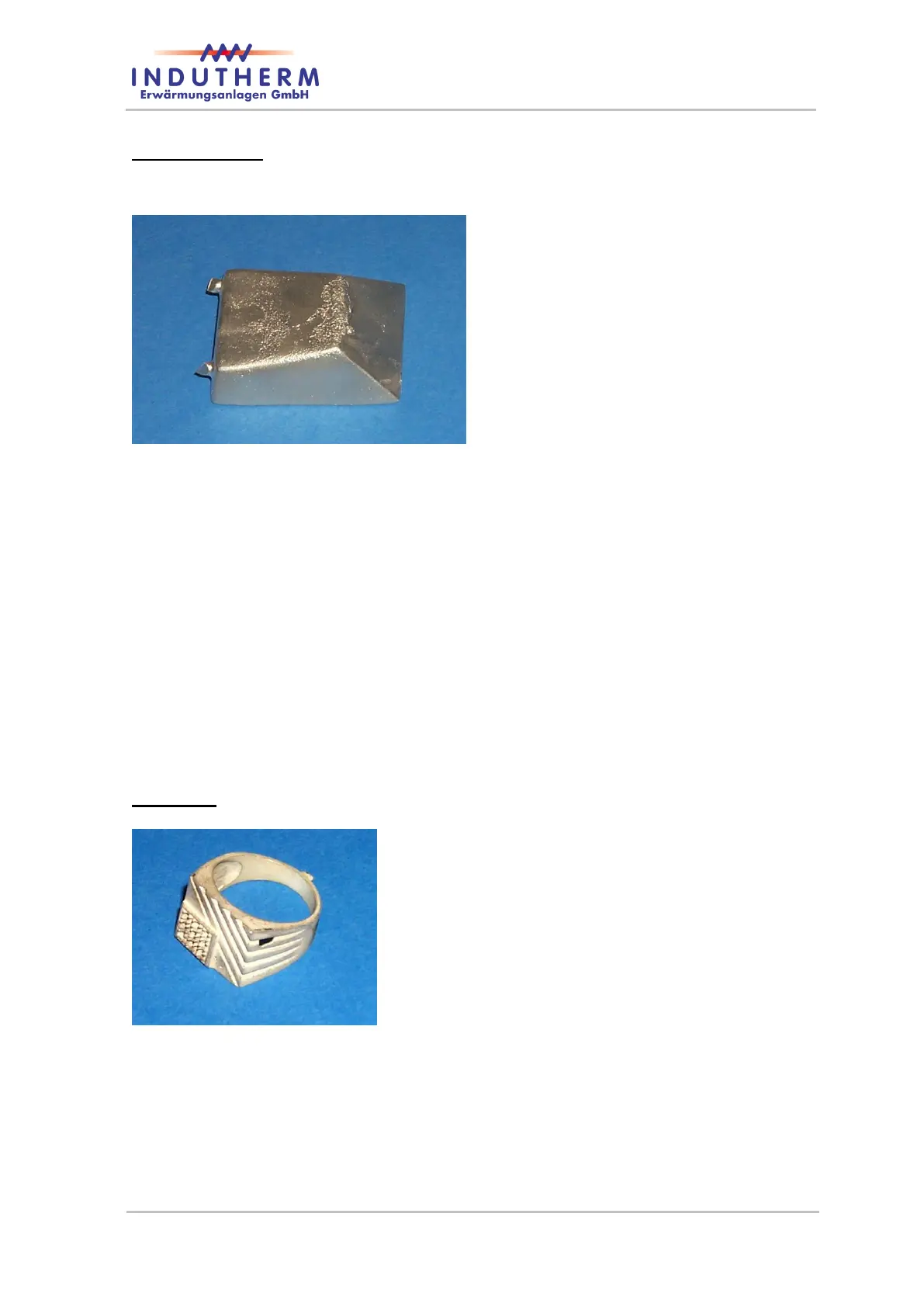
Rough Surfaces
Figure 24: rough surfaces
Use less release agent on the rubbers.
This can be caused by excess of tal-
cum. Use only a trace of talcum. Never
use silicon spray.
De-wax temperature too hot.
Do not exceed 150 ºC during de-wax.
Steam de-waxed for too long.
Steam, de-wax for a maximum of 1
hour. Steam will erode surface of the in-
vestment.
Leave flask for at least 1 hour to
achieve maximum strength before de-
waxing.
Flasks overheated during burn out.
Ensure maximum burn out temperature
does not exceed 730 ºC.
Reduce casting temperature.
Inclusions
Figure 25: inclusions
Eliminate sharp corners in sprue system.
Replace crucible. Do not used old, disintegrating cruci-
bles.
Do not use more than 50 % recycled alloy and ensure it
is clean.
Flasks overheated dur-
ing burn out.
Ensure maximum burn out temperature does not ex-
ceed 730 ºC.