12.3 Performing a radial run-out
measure ment
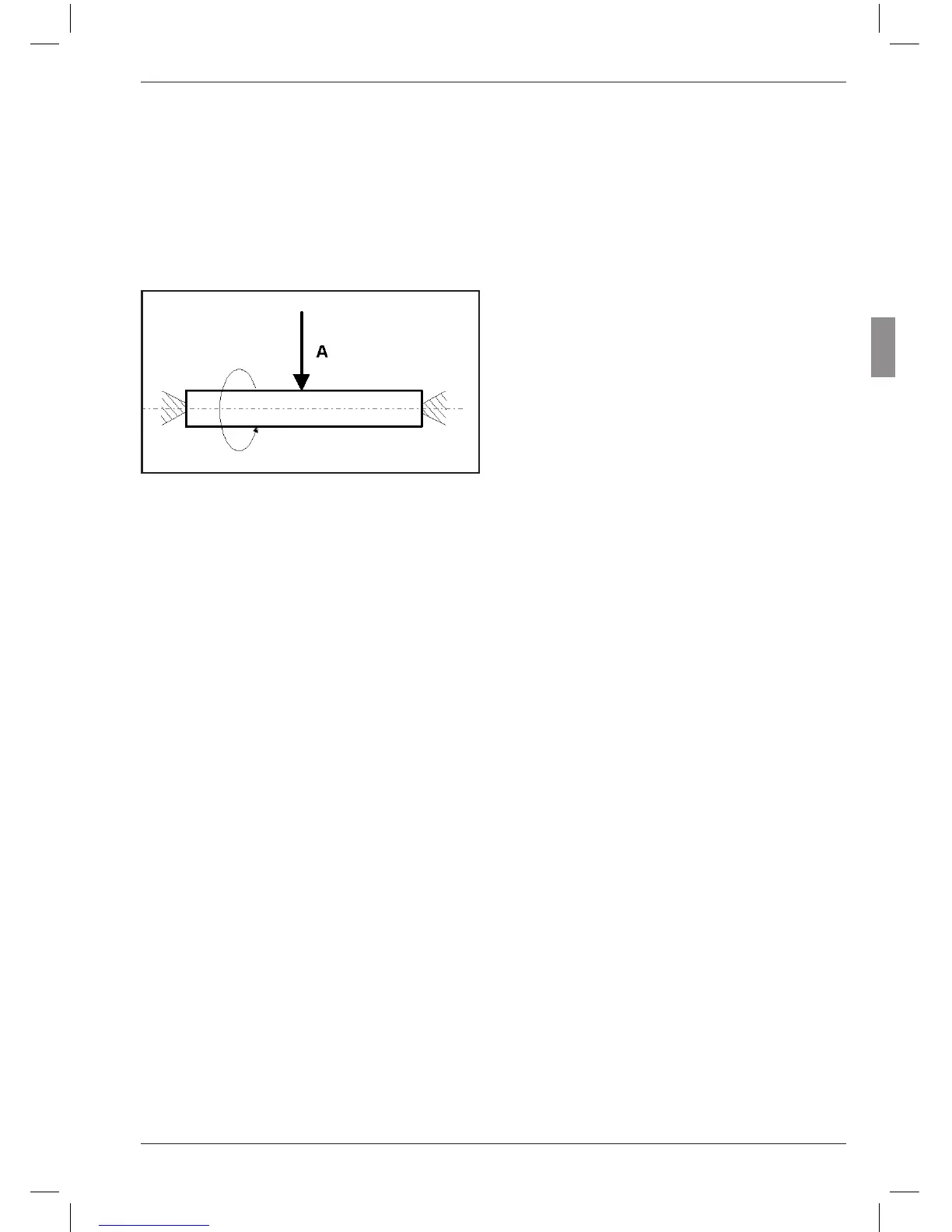
The radial run-out deviation to the centering tips
of a workpiece is to be measured.
Aggregate of unroundness and centricity.
Preset values
Nominal size: 0 mm
Tolerance: +0.016/–0.0 mm
Gage block (Master): 0.0 mm
Millimar settings
MENU –> FEATURE (1.) – ....
FNCTION (1.2.) = MAX–MIN (1.2.4)
FORMULA (1.3.) = +C1 (1.3.1)
TOLER.+ (1.4.2.) = +000.0160
TOLER.– (1.4.3.) = –000.0000
NOMINAL (1.5.) = +000.0000
MASTER (1.8.) .)/
(MSTR.MAX) = +000.0000
MENU –> PROCESS (3.) –> MEASURE (3.1.) –>
MEAS.MOD = AUTOM. (3.1.1.2)
Measuring sequence
1. Adjust the settings as detailed above.
2. Insert the gage block (master) into the mea-
suring device.
3. Press the START key to initialize measure-
ment. The MAX/MIN memories are wiped!
The display shows zero.
4. Turn the workpiece through one rotation.
5. Press START again. Measurement is ended.
The radial run-out deviation of the work-
piece is displayed.