Lathe Functions
Newall Measurement Systems
33
LATHE FUNCTIONS
ABS
7.0 LATHE FUNCTIONS
The Tool Offset function allows the operator to enter and store offsets for a range of tools. This enables the
operator to change tools without resetting absolute zero or datum. Using tool offsets insures that diameter
and length measurements will remain consistent after tool changes. This speeds up tool changes and
increases productivity as it eliminates the need for the operator to stop and manually measure the diameter.
The number of Tool Offsets available is 99. This large number allows tools to be grouped where more than
one set is used. For convenience, it is highly recommended that Tools are physically marked with their corre-
sponding Tool number. Also, it is recommended that an indexable style tool post be used to ensure that the
tools are always in the same position in the tool ost after the offsets are programmed.
The Tool Offset function involves two separate and distinct operations:
1. Entering Tool Offsets with the [TOOL SET] key
2. Using Tool Offsets with the [TOOL] key
The two separate functions insures against accidental loss or reprogramming of a tool offset dimension while
in use.
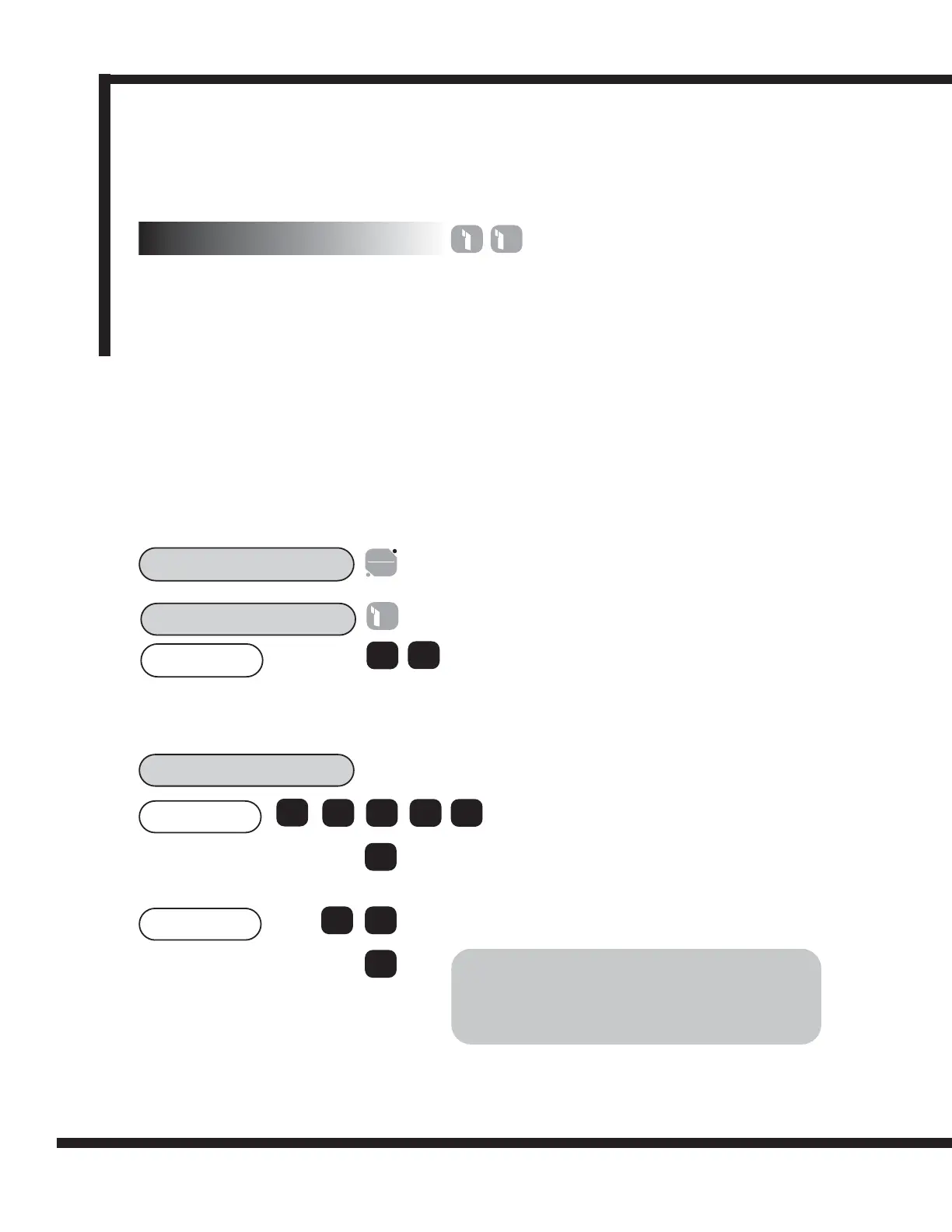
(a) Entering Tool Offsets
abs
inc
1
TOOL NO?
ent
45.300
ent
set
1
SET T 1
NOTE: The X axis must not be moved off of the part
after taking the skim cut. Enter the diamete as
shown (or radius if the X axis is set to RAD)
The [ Xo ] and [ Zo ] keys are inactive in tool
set mode.
.
354
0.000
Z 0
ent
In order to enter Tool Offsets correctly, the display must be
in ABS mode.
Press Tool Set key and select tool 1 by
pressing 1 on the keypad. Confirm option
with ENT.
To datum the Z axis take a facing cut with
tool number 1. Do not move the tool away
from the face and enter the Zero value
To datum the X axis take a skim cut of the
component (or touch the diameter).
Measure the diameter with a suitable
gauge e.g.45.3mm
7.1 Tool Offsets
set
X
IMPORTANT!
The first tool entered in Tool Offsets is always
considered to be the Reference Tool. All other tools
entered are offset in relation to the difference in length
and width as compared to Tool 1.