Operation
Version 1.2.4 - 2022-10-2630 Translation of original instruction
S275N | S275NV
EN
S275N_S275NV_GB_4.fm
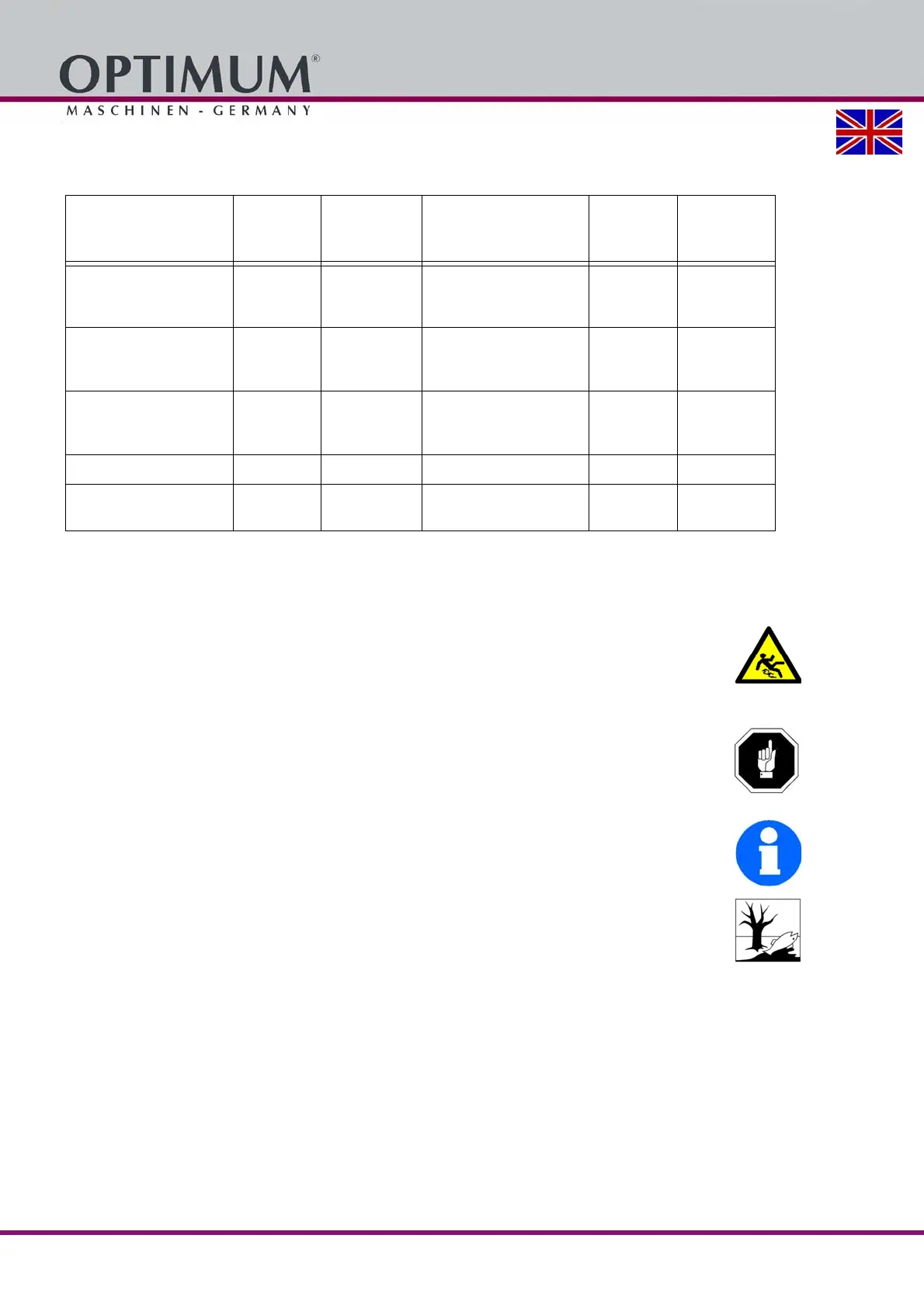
4.9.2 Saw belt speeds
Guidelines values for cutting speeds [m / min] :
General information concerning saw bands on page 32
4.10 Coolant equipment
WARNING!
Ejection of coolants and drainage of coolant over long workpieces on the floor. Make
sure you do not get the cooling lubricants on the floor. Spilled on the floor cooling
agents must be removed immediately.
ATTENTION!
Destruction of the pump due dry running. The pump is lubricated by the coolant. Do not
operate the pump without coolant.
INFORMATION
Use as cooling agents a water soluble, ecologically harmless sawing emulsion, which they can
refer in the specialized trade.
Make sure that the cooling agent is properly retrieved.
Respect the environment when disposing of lubricants and coolants.
Follow the manufacturer’s disposal instructions.
Switch on the cooling units by pressing the switch.
4.11 Starting the metal band saw
Start the metal band saw by pressing the green button.
Material [m / min]
Feed
motion per
tooth [mm]
Material [m / min]
Feed
motion per
tooth [mm]
C10, C15, St34, St37,
Steels up to 500 N/mm
2
30 - 50 0.03 - 0.06
Aluminium and alloy
aluminium
(solid material)
600 - 900 0.04 - 0.09
C20, C40, 15Cr3,
16MnC35,
Steels up to 800 N/mm
2
20 - 40 0.03 - 0.04
Aluminium and alloy
aluminium (profiles)
800 - 1200 0.03 - 0.07
38NCD4, 50CrV4,
Steels up to 1200 N/
mm
2
15 - 25 0.02 - 0.03 Bronze and Copper 200 - 300 0.04 - 0.06
Stainless steels 10 - 30 0.01 - 0.03 Brass 400 - 600 0.04 - 0.08
Cast iron 30 - 50 0.04 - 0.05
Synthetic
materials
60 - 150 0.04 - 0.08