OPTIMUM
MASCHINEN - GERMANY
Operation
Version 1.1.5 dated 2015-08-31Page 32 Original operating instructions
BF30VarioGB
4.8.2 Standard values for speeds with HSS – Eco – twist drilling
The above mentioned indications are standard values. In some cases it may be advanta-
geous to increase or decrease these values.
When drilling a cooling or lubricating agent should be used.
For stainless materials (e.g. VA – or NIRO steel sheets) do not center as the material would
compact and the drill bit will become rapidly blunt.
The workpieces need to be tensed in flexibly and stably (vice, screw clamp).
INFORMATION
High temperatures are generated at the tip of the tool by the occurring friction heat. The tool
should be cooled during the milling process. Cooling the tool with a suitable cooling lubricant
ensures better working results and a longer edge life of the cutting tool.
INFORMATION
Use a water-soluble and non-pollutant emulsion as a cooling agent.This can be acquired from
authorised distributors.
Make sure that the cooling agent is properly retrieved. Respect the environment when dispos-
ing of any lubricants and coolants. Follow the manufacturer’s disposal instructions.
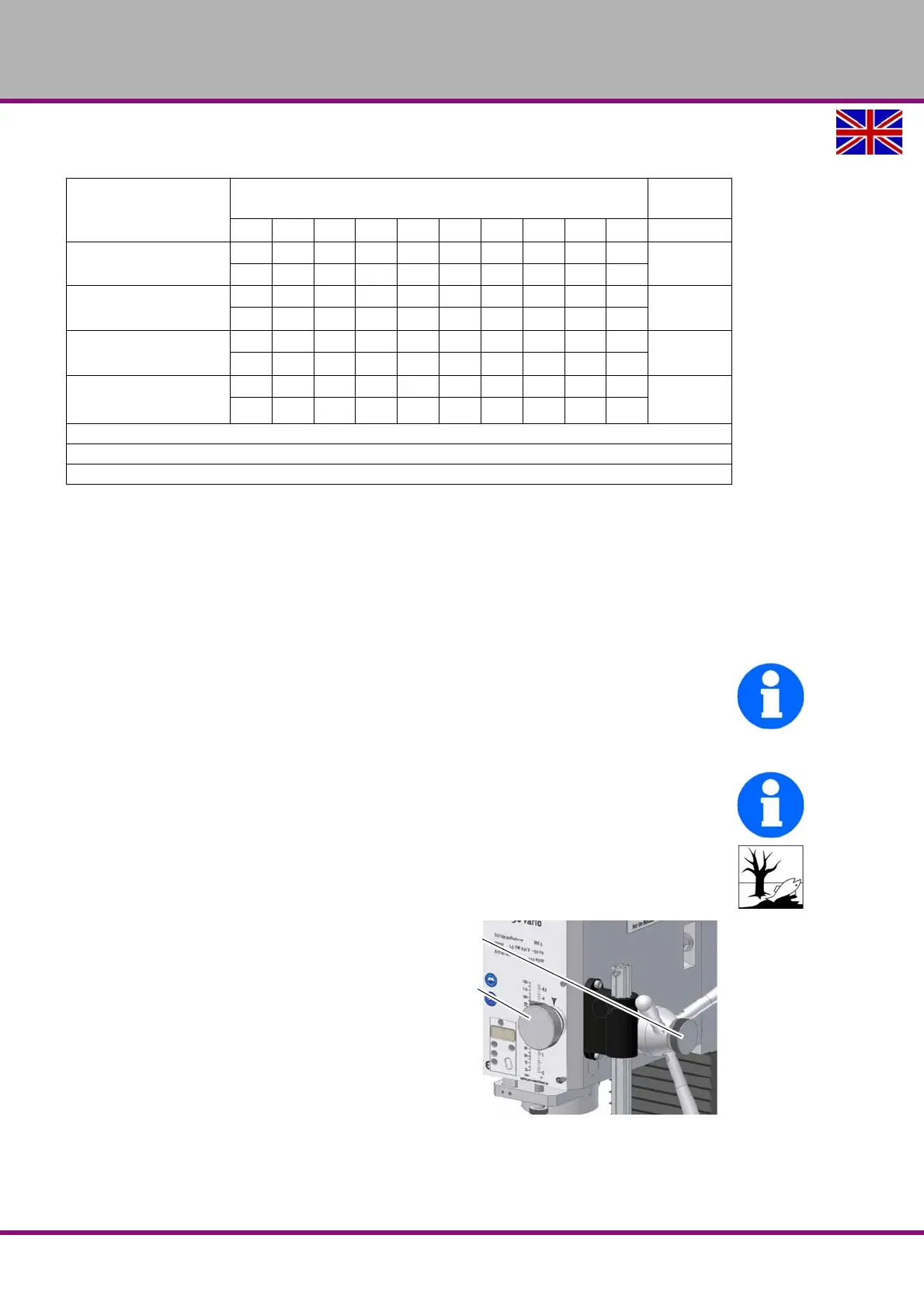
4.9 Manual spindle sleeve feed with the fine feed
Turn the handle screw.
The spindle sleeve lever moves in
direction of the drilling-milling head
and activates the coupling of the fine
feed.
Turn the spindle sleeve fine feed in
order to move the spindle sleeve.
Img.4-5: Handle screw
Material
Drill diameter
Cooling
3)
2345678910
Steel, unalloyed,
up to 600 N/mm
2
n
1)
5600 3550 2800 2240 2000 1600 1400 1250 1120
E
f
2)
0.04 0.063 0.08 0.10 0.125 0.125 0.16 0.16 0.20
Structural steel, alloyed,
quenched and subsequently
drawn, up to 900N/mm
2
n 3150 2000 1600 1250 1000 900 800 710 630
E/oil
f 0.032 0.05 0.063 0.08 0.10 0.10 0.125 0.125 0.16
Structural steel, alloyed,
quenched and subsequently
drawn, up to 1200 N/mm
2
n 2500 1600 1250 1000 800 710 630 560 500
Oil
f" 0.032 0.04 0.05 0.063 0.08 0.10 0.10 0.125 0.125
Stainless steels up to 900 N/
mm
2
e.g. X5CrNi18 10
n 2000 1250 1000 800 630 500 500 400 400
Oil
f 0.032 0.05 0.063 0.08 0.10 0.10 0.125 0.125 0.16
1): Speed [ n ] in r/min
2): Feed [ f ] in mm/r
3): Cooling: E = Emulsion; oil = cutting oil
Handle screw
Fine feed for spin-
dle sleeve